Hvad Chamfered Edging faktisk gør - og hvorfor materialevalget betyder noget
Affaset kant refererer til en skrå eller vinklet overgang påført kanten af en overflade, et panel, en plade eller en profil. I stedet for at efterlade et råt 90-graders hjørne blottet, skærer en affasning det hjørne væk i en vinkel - typisk 45 grader - og producerer en overflade, der er sikrere at røre ved, lettere at rengøre og mere modstandsdygtig over for afslag eller delaminering. Ved konstruktion, fremstilling og efterbehandling er forskellen mellem en affaset kant og en firkantet kant ikke kun kosmetisk. En korrekt udført affasning kan forlænge levetiden for en kant med 30-50 % i miljøer med meget trafik ved at eliminere det spændingskoncentrationspunkt, som firkantede hjørner skaber.
Materialeet, der bruges til at producere eller beskytte den affasning, bestemmer alt andet: hvor længe den holder, hvordan den reagerer på stød og fugt, om den kan omplaceres eller justeres, og hvad den koster over en fuld projektlivscyklus. Stive aluminiums- eller PVC-affasningslister har domineret markedet i årtier, men Magnetisk affasning af gummi systemer har fået betydelig trækkraft i betonforskalling, fliseinstallation og arkitektonisk efterbehandling, fordi de løser problemer, som stive profiler simpelthen ikke kan - specifikt vedhæftning uden fastgørelseselementer, formfastholdelse under tryk og ubesværet fjernelse uden overfladeskader.
Denne vejledning dækker mekanikken bag affasede kanter, de tilgængelige materialekategorier, deres ydelsesdata fra den virkelige verden og de specifikke scenarier, hvor hver mulighed giver mening. Hvis du specificerer kantning for et projekt lige nu, er konklusionerne øverst i hvert afsnit.
Geometrien af en affasning: Vinkler, dybder og overfladekompatibilitet
Ikke alle affasninger er ens. Vinklen og dybden af affasningen interagerer direkte med underlagsmaterialet, den belastning kanten vil bære, og den visuelle finish, der kræves. Forståelse af geometrien, før du vælger et kantbåndsprodukt, forhindrer dyrt efterarbejde.
Standard affasningsvinkler brugt i praksis
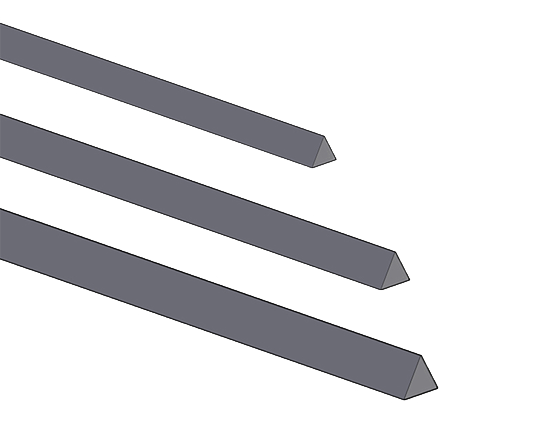
- 45 graders affasning: Den mest almindelige vinkel i byggeri og snedkeri. Det skaber lige lange skråflader og fordeler kantspændingen symmetrisk. Anvendes i betonforskallingshjørner, trappenæser og panelkanter.
- 30 graders affasning: Producerer en længere, mere lavvandet affasning - foretrukket, hvor æstetik kræver en subtil overgang frem for et fremtrædende vinklet ansigt. Almindelig i high-end skabsarbejde og arkitektonisk beton.
- 60 graders affasning: Et stejlere snit, der fjerner mere materiale. Anvendes, når der er behov for frigang til mekaniske komponenter, eller når en dybere skyggelinje er designets hensigt.
- Brugerdefinerede vinkler (15–75 grader): Specificeret til industrielt værktøj, præcisionsbearbejdede dele og specialarkitektoniske profiler.
Fasningsdybde og dens strukturelle implikationer
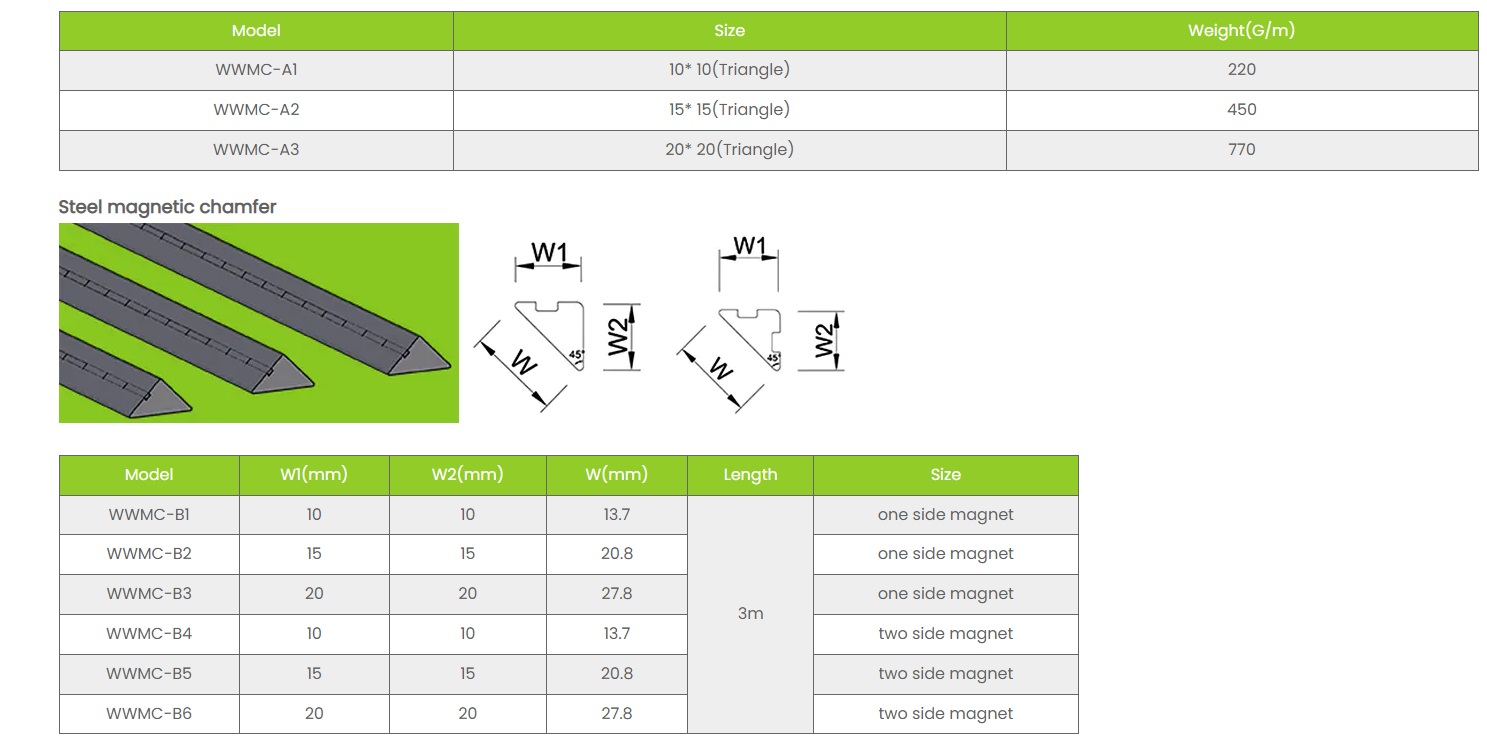
Dybde måles som afstanden fra det oprindelige hjørne til starten af affasningsfladen. I betonforskalling, en 10 mm × 10 mm affasningsliste (10 mm dybde, 10 mm bredde) er en industristandard for søjlehjørner og pladekanter. Lavere affasninger på 5 mm × 5 mm fremstår i fin arkitektonisk beton, hvor minimal materialefjernelse foretrækkes. Dybere affasninger på 20 mm × 20 mm eller større bruges i tung anlægsteknik - brostøtter, støttemure og præfabrikerede bjælker - hvor affasningen også tjener til at styre forskallingens justering under montering.
Underlaget betyder også noget. Beton i standardblandingsforhold (25-40 MPa trykstyrke) holder en affaset kant pålideligt, når affasningslisten er ordentligt forseglet under udstøbning. Svagere blandinger under 20 MPa er tilbøjelige til kantafskalning selv med en affasning til stede, hvilket er grunden til, at specifikationer kombinerer Magnetisk affasning af gummi strimler med kvalitetskontrolleret hældning rapporterer konsekvent færre post-strip defekter end dem, der bruger stift PVC på samme blanding.
Materialekategorier til affasede kanter: En direkte sammenligning
Fem hovedmaterialekategorier dækker størstedelen af affasede kanter i konstruktion, fremstilling og efterbehandling. Hver har en særskilt præstationsprofil.
| Material | Genanvendelighed | Installationsmetode | Fugtmodstand | Kantkvalitet | Typisk pris pr. meter |
|---|---|---|---|---|---|
| Magnetisk affasning af gummi | Høj (50-100 cyklusser) | Magnetisk vedhæftning til stålforskalling | Fremragende | Meget rent, minimale hulrum | $3-$8 |
| Stiv PVC | Lav (typisk engangsbrug) | Sømmet eller limet | Godt | Godt, nail holes visible | $0,80-$2 |
| Aluminium | Medium (5-15 cyklusser) | Skruet eller fastspændt | Meget godt | Godt, screw marks possible | $4-$12 |
| Skum/polyurethan | Lav (engangsbrug) | Selvklæbende tape eller lim | Dårlig til moderat | Moderat, tilbøjelig til at revne | $0,50-$1,50 |
| Træ/MDF | Meget lav | Naglet | Dårlig | Variabel, hævelsesrisiko | $0,40-$1,20 |
Tallene for pris pr. meter ovenfor afspejler kun råvareomkostninger. Når de samlede projektomkostninger beregnes inklusive installationsarbejde, stripningstid, bortskaffelse af affald og efterbearbejdning fra kantfejl, Magnetisk affasning af gummi systems consistently show a lower total cost per use after the third or fourth reuse cycle . På storskala præfabrikerede betonprojekter, der kører 500 eller flere lineære meter affasede kanter pr. produktionskørsel, kan forskellen nå $4.000-$9.000 i undgåede materiale- og arbejdsomkostninger pr. måned.
Magnetisk affasning af gummi: How It Works and Where It Excels
En magnetisk affasningsstrimmel af gummi er et kompositprodukt: et fleksibelt gummilegeme (typisk EPDM eller neopren) med en strimmel af permanent magnetmateriale indlejret langs bunden. Magneten holder strimlen fast mod et stål- eller jernforskallingspanel uden søm, skruer, klæbende tape eller klemmer. Gummikroppen bøjer let for at tilpasse sig mindre overfladeujævnheder på forskallingen, hvilket eliminerer de små huller i bunden af affasningen, der forårsager betonudslip og kanthuller i stive PVC-installationer.
Magnetisk holdekraft og hvorfor det betyder noget i praksis
Den indlejrede magnet i en standard Magnetisk affasning af gummi strimmel frembringer en holdekraft i området af 3–8 kg pr. lineær decimeter , afhængigt af strimmelstørrelse og magnetkvalitet. For en typisk 10 mm × 10 mm affasningsstrimmel betyder dette, at en 1 meter længde udøver cirka 30-50 kg total magnetisk vedhæftning mod stålformfladen. Betonvibrationer under placering genererer laterale kræfter et godt stykke under denne tærskel i standardapplikationer, så båndet forbliver stationært under hele udstøbningen uden yderligere fiksering.
Dette har betydning, fordi bevægelse af en affasningsliste under vibrationer er en af de mest almindelige årsager til kantfejl i præfabrikeret og in-situ beton. Selv et skift på 1-2 mm under vibration skaber en synlig uregelmæssighed i den færdige affasede kant - en fejl, der kræver slibning eller lapning, før elementet kan accepteres. Feltrapporter fra præfabrikerede betonproducenter i Tyskland og Holland dokumenterer en 60-75 % reduktion i antallet af kantfejl efter skift fra fastsømte PVC til magnetiske gummiaffasningslister på stålformborde.
Afisolering af ydeevne og overfladekvalitet
Når betonen er hærdet og forskallingen er strippet, skrælles den magnetiske gummiaffasning rent væk fra både stålformen og betonoverfladen. Gummiets naturlige fleksibilitet gør det muligt at frigive uden værktøj i de fleste tilfælde - en arbejder tager blot fat i den ene ende og skræller strimlen langs dens længde. Den affasede kant i betonen efterlades med en glat, veldefineret overflade, der ikke kræver yderligere efterbehandling i arkitektoniske applikationer.
Sammenlign dette med påsømmede PVC-strimler, som skal prikkes af - en proces, der ofte beskadiger både PVC'en (hvilket gør den ikke-genbrugelig) og betonkanten (forårsager mindre afskalninger ved sømhuller). Træfasbånd ødelægges ofte under afisolering og skal bortskaffes som affald. Den magnetiske gummistrimmel kan, når den er skrællet, tørres af og genplaceres ved næste hældning med det samme.
Temperaturområde og miljømæssig ydeevne
EPDM-baserede gummimagnetiske affasningsprodukter opretholder fleksibilitet og magnetisk ydeevne over et temperaturområde på ca. -30°C til 120°C . Dette gør dem velegnede til udendørs vinterhældninger i kolde klimaer (hvor PVC bliver skørt og tilbøjelig til at revne under installationen) samt til opvarmede hærdningskamre, der bruges i accelereret præfabrikeret produktion. Neoprenformuleringer tilbyder lidt lavere termisk rækkevidde, men bedre modstandsdygtighed over for olier og visse opløsningsmidler, hvilket gør dem til den foretrukne i industrielle præfabrikerede anlæg, hvor der anvendes slipmidler med opløsningsmiddelindhold.
Anvendelser, hvor affasede kantlister giver målbare resultater
Affasede kanter er ikke et enkelt applikationsprodukt. Det samme princip - affasning af et hjørne for at fjerne et spændingskoncentrationspunkt og forbedre finish - gælder på tværs af industrier lige fra civilingeniør til møbelfremstilling. Følgende applikationer repræsenterer de mest anvendte tilfælde.
Præfabrikerede betonelementer
Fremstilling af præfabrikeret beton er den største enkeltanvendelse til affasede kanter globalt. Vægpaneler, gulvplader, bjælker, søjler og trappeenheder kræver alle affasede hjørner for sikker håndtering, ren stabling og færdig æstetik. Et standard præfabrikeret vægpanel, der måler 3m × 6m, har cirka 18 lineære meter affasede kanter. Med en produktionshastighed på 20 paneler om dagen, cykler et enkelt anlæg gennem 360 meter affasningsbånd dagligt.
Ved dette volumen er genanvendeligheden af Magnetisk affasning af gummi strimler bliver økonomisk afgørende. En magnetisk gummistrimmel af høj kvalitet, der er normeret til 80 produktionscyklusser, reducerer råvareforbruget med en faktor på 80 sammenlignet med engangsalternativer. For et anlæg, der kører 360 meter affasning dagligt, kan skift fra engangs-PVC til genanvendelige magnetiske gummiaffasningslister reducere de årlige materialeudgifter til affasningsprodukter med $18.000–$45.000 afhængig af strimmelstørrelse og lokale materialepriser .
Arkitektonisk in-situ beton
Eksponeret beton i arkitektoniske applikationer - facader, indvendige vægge, trapper og skræddersyede strukturelle elementer - kræver en affaset kantkvalitet, som standard praksis på stedet kæmper for at opnå konsekvent. Stiv PVC sømmet til tømmerforskalling giver affasninger med sømhulsskygger, let bølgethed fra pladekrumning og lejlighedsvise blødningslinjer i bunden af strimlen. Magnetiske gummiaffasningslister på stålbagplader eliminerer alle tre defekter ved at tilpasse sig præcist til formoverfladen og tætne mod den uden mekaniske fastgørelsesanordninger.
Arkitektoniske betonspecifikationer i Europa citerer i stigende grad SCC (Self-Compacting Concrete) placeret ved 200–250 mm slumpflow , en blanding, der udøver højere sideværts tryk på forskallingen og er mere følsom over for ethvert mellemrum ved bunden af affasede strimler. Magnetiske affasningsstrimler af gummi overgår stive alternativer ved disse blandingskonsistenser, fordi den fleksible gummibase forsegler under det øgede hydrostatiske tryk i stedet for at løfte sig væk fra det.
Montering af fliser og sten
I flise- og stenarbejde refererer affasede kanter til profilerede aluminiums- eller rustfrit stålbeklædningslister installeret ved fliseomkredse, trinnæser og overgange mellem gulvmaterialer. Disse strimler beskytter flisekanten mod skår - en særlig almindelig fejltilstand i porcelænsfliser, som er meget skør i udsatte hjørner. En affaset flisekantprofil med en 45-graders flade absorberer sideværts stød og fordeler den over mørtellaget i stedet for at koncentrere det ved flisehjørnet.
Affasede kantlister i rustfrit stål i kommercielle miljøer (lufthavne, hospitaler, detailhandel) er klassificeret til fodgængerbelastninger på over 500 kg/m² uden deformation. Aluminiumsprofiler i boliger håndterer standardbelastninger tilstrækkeligt til lavere omkostninger. Valget mellem møllefinish, børstet og anodiseret finish påvirker både holdbarheden og vedligeholdelsesfrekvensen - børstet rustfrit stål skjuler mindre ridser og er den dominerende specifikation for højtrafikerede offentlige rum.
Træbearbejdning og panelprodukter
I møbelfremstilling og snedkerarbejde påføres affasede kanter på MDF, krydsfiner og massive træpaneler ved hjælp af fræser eller dedikeret kantbåndsmaskineri. En 2 mm × 45-graders affasning på skabsdørens kanter er en standarddetalje, der får møbler i produktionskvalitet til at se mere raffineret ud uden at tilføje væsentlige omkostninger. I højvolumenproduktion giver automatiseret kantaffasning ensartede resultater ved hastigheder på 20-40 meter i minuttet på moderne CNC-kantbåndslinjer.
Affasninger af massivt træ på møbelben, bordplader og dørkarme skæres typisk med et affasningsstykke i et overfræserbord eller bordsavstik. Den funktionelle fordel - eliminering af den skarpe arris, der ellers ville flise eller splintre - er sekundær til den visuelle fordel ved en raffineret, bevidst kantdetalje, der læses som håndværk snarere end hensigtsmæssighed.
Installation bedste praksis for affasede kanter i betonforskalling
Installationskvaliteten bestemmer kantkvaliteten. Følgende praksis gælder for affasede kanter i betonapplikationer - den mest krævende sammenhæng med hensyn til præcision, tryk og overfladefinishkrav.
Overfladeforberedelse før placering af strimler
Stålforskallingsplader skal være rene, flade og let olieret med et egnet slipmiddel, før en eventuel affasningsliste placeres. Betonrester fra tidligere udstøbninger, der er efterladt på paneloverfladen, skaber høje pletter, der forhindrer affasningsstrimlen i at flugte - den grundlæggende årsag til de tidligere nævnte udluftningslinjer og kanthuller. For Magnetisk affasning af gummi strimler, reduceres den magnetiske holdekraft proportionalt med ethvert mellemrum mellem strimlens magnetbase og stålpanelet, så overfladens renhed påvirker direkte både holdesikkerheden og den producerede kantkvalitet.
En praktisk rengøringsprotokol for stålformeborde: Stålbørste eventuelle betonrester umiddelbart efter afstrygning (inden den er helt hærdet), aftør med en fugtig klud, påfør et tyndt lag slipmiddel og lad tørre inden næste båndplacering. Dette tilføjer cirka 5-8 minutter pr. panel til cyklussen, men reducerer antallet af kantfejl betydeligt.
Positionering og justering
Affasningslister skal placeres med deres apex (det yderste hjørne af affasningsprofilen) på linje med den tilsigtede hjørnelinje af det færdige betonelement. For magnetiske gummistrimler på stålforme opretholdes denne justering af magneten - når den først er placeret, glider strimlen ikke, medmindre den bevidst flyttes. Ved sømmede strimler skal justeringen kontrolleres med en lige kant efter sømmelsen, da sømmekraften kan forskyde strimlen en smule fra den tilsigtede position.
Ved samlinger mellem affasningsbåndlængder - hvor den ene strimmel slutter og den næste begynder - skal enderne skæres rent ved 90 grader og stødes tæt sammen. Et mellemrum på endda 1-2 mm ved en båndsamling vil producere en betonfinne på det tidspunkt, som kræver slibning efter stripning. På lange strækninger på mere end 3 meter kan mindre termisk udvidelse af strimlerne under hærdning åbne stødsamlinger en smule; Dette forhindres ved at specificere strimler med kompressions-ende endeprofiler eller bruge tynde silikoneperler ved samlinger.
Betonplacering og vibrationsprotokoller
Indvendige vibrationer bør ikke påføres direkte mod eller umiddelbart ved siden af affasningslister. Vibratorhovedet skal indsættes mindst 150 mm fra enhver strimmel og flyttes i et systematisk gittermønster hen over hældeområdet. Overvibration i nærheden af affasede strimler - især fleksible gummistrimler - kan få strimlen til at skrælle lokalt fra formfladen, hvis vibrationsfrekvensen giver genlyd med strimlens masse og magnetholdekraft.
For Magnetisk affasning af gummi strimler, er vibrationer ved standardfrekvenser (50-200 Hz) inden for 150 mm fra strimlen vist i kontrollerede tests at producere ingen målbar forskydning, forudsat at den magnetiske holdekraft opfylder producentens specifikationer. Brug af underdimensionerede strimler på en given formfladedimension - for eksempel en 5 mm × 5 mm strimmel på en hældning, der forventes at nå 1,5 m dybde - reducerer holdekraften pr. arealenhed og øger risikoen for forskydning under vibration.
Stripningssekvens og Strip-gendannelse
Forskalling bør ikke afisoleres, før betonen har opnået tilstrækkelig styrke til at modstå kantskader - typisk mindst 70% af designstyrken, hvilket ved standardtemperaturer (20°C) svarer til ca. 18-24 timer for standardblandinger. Tidlig stripning ved lavere styrker producerer affasede kanter, der smuldrer eller skår, hvilket ophæver hele formålet med affasningen.
Når man fjerner magnetiske affasningsstrimler, er den korrekte teknik at starte i den ene ende, tage godt fat i strimlen og skrælle den i en spids vinkel (ca. 30-45 grader) i forhold til formfladen. Træk i 90 grader (lige fra ansigtet) placerer magneten i sin stærkeste orientering og kræver mere kraft end nødvendigt. Skrælning i en vinkel bryder gradvist den magnetiske kontakt og kræver langt mindre indsats. Efter gendannelse skal strimler inspiceres for revner, deformation eller vedhæftning af beton, rengøres og opbevares fladt for at forhindre permanent bøjning.
Valg af det rigtige affasede kantprodukt: Beslutningskriterier
At vælge et affaset kantprodukt involverer vejning af flere faktorer samtidigt. Følgende rammer dækker de kriterier, der betyder mest i praksis.
Forskallingstype kompatibilitet
Magnetisk affasning af gummi strimler er kun egnede, hvor forskallingsfladen er ferromagnetisk - typisk konstruktionsstål eller jern. De vil ikke klæbe til aluminiumsformer, træformer eller FRP-paneler (fiberforstærket plastik). Hvis dit forskallingssystem er aluminium eller træbaseret, er stive PVC eller aluminium affasningslister fastgjort mekanisk det passende valg. Hvis din operation bruger stålformeborde (som det er standard på europæiske præfabrikerede fabrikker), er magnetisk gummi næsten altid den overlegne mulighed.
Volumen og genbrugsfrekvens
Hvis et projekt involverer færre end fem anvendelser af en given affasning - et enkeltstående arkitektonisk stykke eller en lille bolig - kan de højere forudgående omkostninger ved magnetiske gummistrimler ikke være berettigede. Engangs-PVC til $0,80-$2,00 pr. meter er økonomisk rationel ved lave mængder. Ved seks eller flere genbrug skifter økonomien afgørende i retning af magnetisk gummi, som afskriver dens højere startomkostninger på tværs af brugscyklusserne.
Krav til overfladefinish
For klasse A eller arkitektonisk finishbeton - hvor den affasede kant vil være permanent blotlagt i den færdige struktur - retfærdiggør den ekstra kantkvalitet leveret af magnetiske gummiaffasningslister deres anvendelse selv ved lavere genbrugsvolumener. Fejlreparation på arkitektonisk beton koster $50-$200 pr. kvadratmeter i faglært arbejdskraft og materialer; forebyggelse af selv et lille antal kantfejl pr. hældecyklus betaler sig hurtigt for premiumproduktet.
Miljø- og sikkerhedshensyn
PVC-affasningsstrimler til engangsbrug repræsenterer en materialeaffaldsstrøm, der er svær og dyr at genbruge - det meste ender på lossepladsen. På en stor præfabrikeret operation, der forbruger 500 meter PVC-affasningsbånd om dagen, når den årlige plastaffaldsproduktion op på ca. 180 kilometer bånd eller cirka 900 kg PVC . Skift til genanvendelige magnetiske gummiaffasningsstrimler eliminerer denne affaldsstrøm næsten fuldstændigt, en fordel, der i stigende grad vægter vægt i bæredygtighedsbedømte byggeprojekter, hvor materialeaffaldsrapportering er obligatorisk.
Almindelige fejl i affasede kanter og hvordan man forebygger dem
De fleste affasede kantfejl falder i et lille antal identificerbare kategorier. At forstå årsagen til hver fejl fører direkte til den forebyggende foranstaltning.
- Udluftningslinjer i bunden af affasningen: Forårsaget af et mellemrum mellem listen og forskallingsfladen. Forebyggelse: sørg for, at formoverfladen er ren og flad; brug fleksible gummistrimler, der passer til mindre overfladeuregelmæssigheder; påfør slipmiddel før strimlen placeres.
- Kantafskalning under afisolering: Forårsaget af stripning før tilstrækkelig betonstyrke eller ved at bruge værktøj direkte mod betonkanten. Forebyggelse: verificere minimumsstyrke før stripning; brug skrælningsbevægelser til gummistrimler i stedet for at lirke.
- Betonfinner ved båndsamlinger: Forårsaget af mellemrum mellem stødte strimmelender. Forebyggelse: skær strimmelender rent ved 90 grader; brug endeprofiler med kompressionspasning eller tætning af samlinger med en tynd silikonevulst.
- Strimmelforskydning under vibration: Forårsaget af vibratorplacering for tæt på båndet eller af underdimensionerede bånd med utilstrækkelig holdekraft. Forebyggelse: Hold en minimumsafstand på 150 mm fra strimlen; Kontroller, at specifikationen for magnetisk holdekraft passer til hældedybde og betontryk.
- Bølger i den færdige affasede kant: Forårsaget af forskallingspladeafbøjning under betontryk, af bånddeformation eller af sømningskræfter, der forskyder stive lister under installationen. Forebyggelse: brug tilstrækkeligt afstivnet forskalling; skift til magnetisk fastgørelse for at eliminere sømforvrængning.
- Gummistrimmel rives under genopretning: Forårsaget ved at trække i 90 grader til formfladen, af betonbinding til strimmeloverfladen (normalt på grund af svigt af slipmiddel), eller ved at bruge en slidt strimmel, der har mistet fleksibiliteten. Forebyggelse: skrælning ved 30–45 grader; inspicere og udskifte applikationsprotokol for frigivelsesmiddel; tilbagetrækningsstrimler, der viser overfladerevner eller tab af fleksibilitet.
Vedligeholdelse og livscyklusstyring af genanvendelige affasningslister
Magnetiske affasningsstrimler af gummi, som ethvert genanvendeligt industriprodukt, kræver en grundlæggende vedligeholdelses- og inspektionsrutine for at opnå det nominelle antal genbrugscyklusser. Operatører, der implementerer denne rutine, rapporterer konsekvent strimlers levetid på eller over producentens specifikation. De, der ikke gør det - typisk behandler strimler som engangs, selv når de ikke er det - ser for tidlige fejl, der udhuler den økonomiske fordel ved genanvendelighed.
Efter hver brug
- Tør strimlen af med en fugtig klud for at fjerne alle betonrester, mens den stadig er blød (inden for 30 minutter efter stripning).
- Undersøg gummilegemet for rifter, snit eller deformation langs profilen. Strimler med rifter længere end 10 mm bør tages ud af brug for at forhindre betonindtrængning gennem det beskadigede område.
- Kontroller enderne af strimlen for kompressionsdeformation ved samlingspunkter. Trim beskadigede ender rent, hvis deformationen er lokaliseret inden for 20 mm fra enden.
- Opbevar strimler fladt eller oprullet (med radius ikke strammere end 300 mm for 10 mm × 10 mm profiler) i et tørt miljø væk fra direkte sollys og ozonkilder (elektriske motorer, svejseudstyr).
Periodisk inspektion (hver 10.-20. cyklus)
Mål den magnetiske holdekraft ved hjælp af en simpel aftræksmåler. En strimmel, der viser under 60 % af dens oprindelige specificerede holdekraft, bør trækkes tilbage - magneten er enten afmagnetiseret (sjælden i velspecificerede produkter), eller gummilegemet er deformeret nok til at reducere kontaktarealet med stålformen. Kontroller gummioverfladens hårdhed kvalitativt ved at trykke med en thumbnail: overfladen skal rykke ind og komme sig straks. En gummioverflade, der forbliver fordybet i mere end 2-3 sekunder, er hærdet ud over dets brugbare rækkevidde og vil ikke længere tilpasse sig tilstrækkeligt til formfladen.
Til store operationer, der kører tusindvis af meter af Magnetisk affasning af gummi strimler, et simpelt sporingssystem - markering af hver strimmel med en produktionscyklustælling ved hjælp af en malingsmarkør - giver operatører mulighed for at identificere højcyklusstrimler, før de fejler i drift. Dette forhindrer den mest kostbare fejltilstand: en stribe, der fejler midt i produktionen, som kræver nødstrigning, reparation og potentielt afvisning af betonelementet.