Hvad er en hul kernebetonplade, og hvorfor betyder det noget i moderne byggeri
A hul kerne betonplade er et præfabrikeret forspændt betonelement med langsgående hulrum - typisk cirkulære eller ovale - der løber gennem dets længde. Disse hulrum reducerer den samlede vægt af pladen med op til 40-50 % sammenlignet med en massiv betonplade med tilsvarende dimensioner, mens de bibeholder fremragende strukturel ydeevne i bøjning, forskydning og brandmodstand. Denne kombination gør hule kerneplader til et af de mest udbredte gulvsystemer i kommercielle bygninger, boligblokke i flere etager, parkeringspladser, industrielle lagerbygninger og infrastrukturprojekter verden over.
Kernekonklusionen er ligetil: hule kernebetonplader leverer et overlegent styrke-til-vægt-forhold, hurtig installationshastighed og reduceret materialeforbrug. Når den produceres i et moderne præfabrikat – hvor præcisionsforskalling, lukkende magneter , og automatiserede støbebede definerer produktionskvalitet - disse plader opfylder konsekvent snævre dimensionelle tolerancer og krævende strukturelle specifikationer. At forstå, hvordan de fremstilles, håndteres og installeres, er afgørende for ingeniører, entreprenører og indkøbsprofessionelle, der søger omkostningseffektive, højtydende gulvløsninger.
Sådan fremstilles hule kernebetonplader
Produktion af hule kernebetonplader foregår næsten udelukkende i præfabrikerede betonfabrikker, ved hjælp af en af to dominerende metoder: ekstrudering (slip-form) processen eller vådstøbningsprocessen. Hver tilgang har specifikke implikationer for forskallingssystemet, armeringslayout, overfladefinish og rollen af magnetiske fikseringskomponenter.
Ekstrusionsmetode
I ekstruderingsmetoden forspændes et støbejern med lange liner - typisk 100 m til 150 m i længden - med højstyrke stålstrenge, før der lægges beton. En ekstruderingsmaskine bevæger sig langs lejet og tvinger en stiv, nul-slump betonblanding rundt om dorne, der danner de hule kerner. Maskinen bevæger sig med ca. 1-2 m pr. minut og efterlader en kontinuerlig plade med ensartet tværsnit. Efter hærdning under isolerede dæksler eller i et opvarmet miljø diamantsaves pladen i de nødvendige længder.
Fordi selve støbebedet fungerer som den primære form, er rollen som diskrete forskallingskomponenter begrænset - men sideformer, endestop og indstøbte skær er stadig placeret vha. lukkende magneter til at holde stålkomponenter på plads på den magnetiske støbebords overflade uden at bore eller svejse. Denne ikke-invasive fikseringsmetode er særligt værdsat i langlineproduktion, fordi den eliminerer skader på dyre stålbede og tillader hurtig genplacering mellem produktionscyklusser.
Vådstøbningsmetode
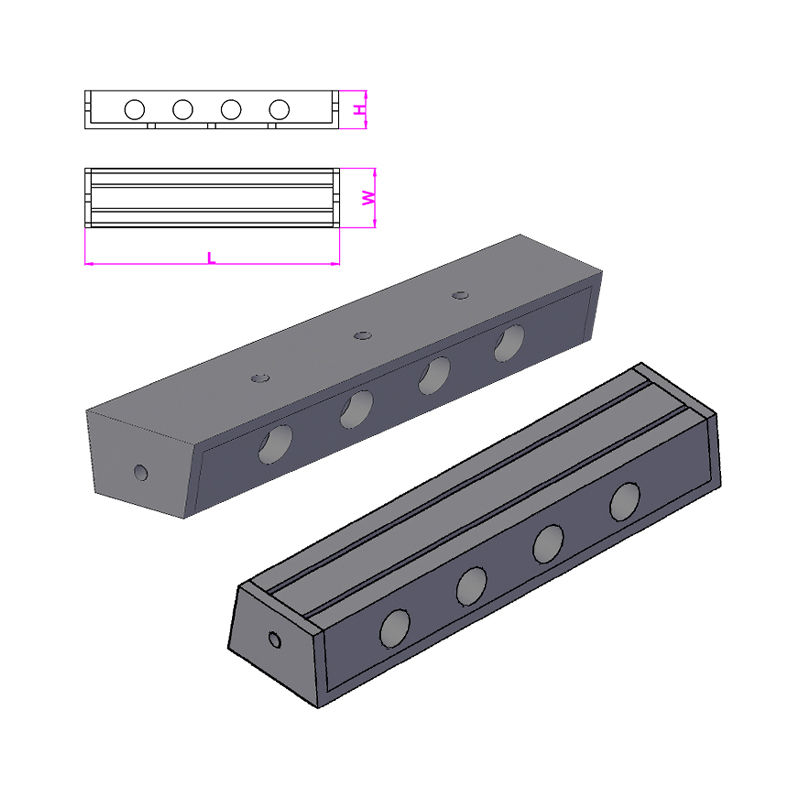
Vådstøbeprocessen bruger individuelle stålforme eller pallebaserede systemer, hvorpå forskallingselementer samles. Her, lukkende magneter — også kendt som magnetiske forskallingsankre eller magnetiske kasser — spiller en central og meget synlig rolle. Disse enheder er placeret på stålpallens overflade og tiltrækker gennem magnetisk kraft for at holde sideskodder, blokeringer, indsatser og forstærkningsbure i præcis position under betonstøbning og vibration. Holdekræfterne spænder vidt afhængigt af magnetdesign, med almindelige enheder, der leverer 600 kg, 900 kg, 1.200 kg eller endda 2.100 kg af holdekraft, valgt ud fra vægt og vibrationsbelastninger forskallingen skal modstå.
Evnen til at omplacere lukkermagneter inden for få sekunder - blot ved at skifte aktiveringshåndtaget for at frigive magnetfeltet - reducerer opsætningstiden dramatisk sammenlignet med boltede eller svejste ankre. I et præfabrikeret anlæg med høj output, der producerer hule kerneplader på en karrusel eller et stationært pallesystem, udmønter denne hastighed sig direkte i flere produktionscyklusser pr. skift og lavere arbejdsomkostninger pr. enhed.
Rollen af forskallingsmagneter i produktion af hule pladeplader
Forskallingsmagneter er konstruerede fastgørelsesanordninger, der bruger permanente neodym- eller ferritmagneter, der er indesluttet i et stålhus. Når det aktiveres, lukker det magnetiske kredsløb gennem stålpallen eller bordoverfladen, hvilket genererer en kraftig holdekraft. Når den er deaktiveret - ved at dreje et håndtag, der flytter en intern holdermagnet - åbnes kredsløbet, og enheden kan løftes fri med hånden. Ingen rester af klæbemiddel, ingen beskadiget overflade, ingen specialværktøj påkrævet.
I produktionen af hulkernebetonplader tjener forskallingsmagneter flere specifikke funktioner:
- Sikring af langsgående sideformer, der definerer pladebredde og kantprofil
- Hold endeskodder på plads for at etablere pladelængde og danne topoverfladen
- Hurtigtgørelse af blokeringsformere over kernesteder, hvor der kræves åbninger til tjenester, søjler eller fastgørelser
- Forankring af indstøbte indsatser såsom løfteløkker, ankerkanaler, gevindmuffer og elektriske rørbeslag
- Stabiliserende armeringsbure mod forskydning under højfrekvente betonvibrationer
Forholdet mellem valg af forskalningsmagnet og betonvibrationer er særligt vigtigt. Vibrerende beton udøver dynamiske kræfter på forskallingen, der kan være flere gange den statiske vægt. En lukkermagnet vurderet til 1.200 kg statisk holdekraft kan være passende til en form, der kun vejer 80 kg, når vibrationsfrekvenser og -amplituder er beskedne, men den samme magnet kan vise sig at være utilstrækkelig under intense interne vibrationer. Velrenommerede producenter offentliggør vibrationstestede holdedata sammen med statiske klassificeringer, og specificering af statisk kraft alene er en almindelig fejl, der fører til formbevægelse under støbning.
Magnettyper og deres anvendelse
| Magnet type | Typisk holdestyrke | Primær anvendelse i pladerproduktion | Nøglefordel |
|---|---|---|---|
| Standard kassemagnet | 600–1.200 kg | Sideformer, endestop | Omkostningseffektiv, bredt tilgængelig |
| Kraftig kassemagnet | 1.500–2.100 kg | Kraftige stålkantformer, store blokeringer | Høj vibrationsmodstand |
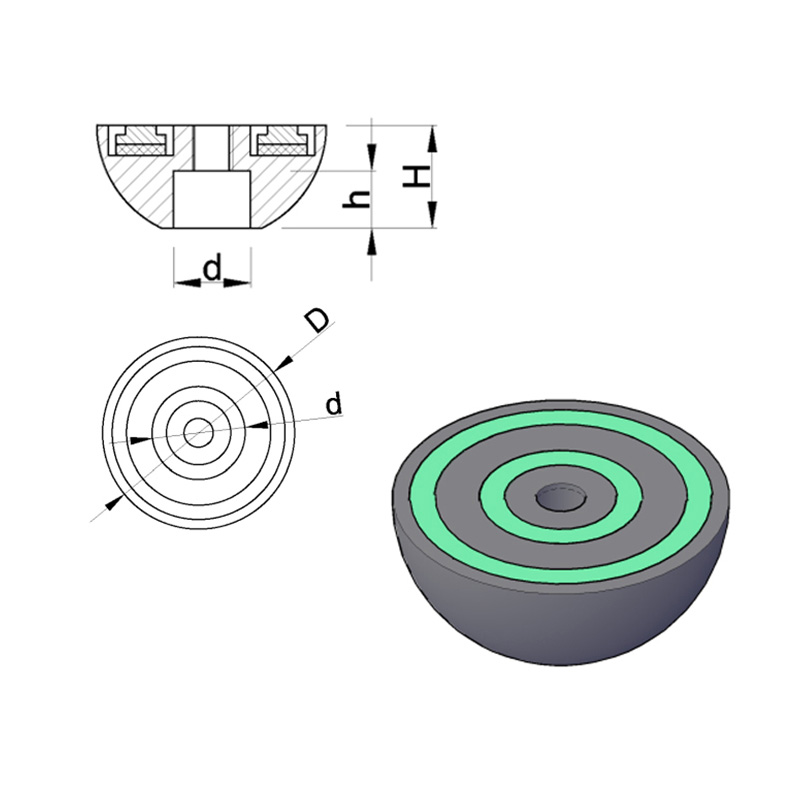
| Indsæt magnet (flad) | 150-400 kg | Ankerkanaler, løftemuffer | Lav profil, passer under indsatser |
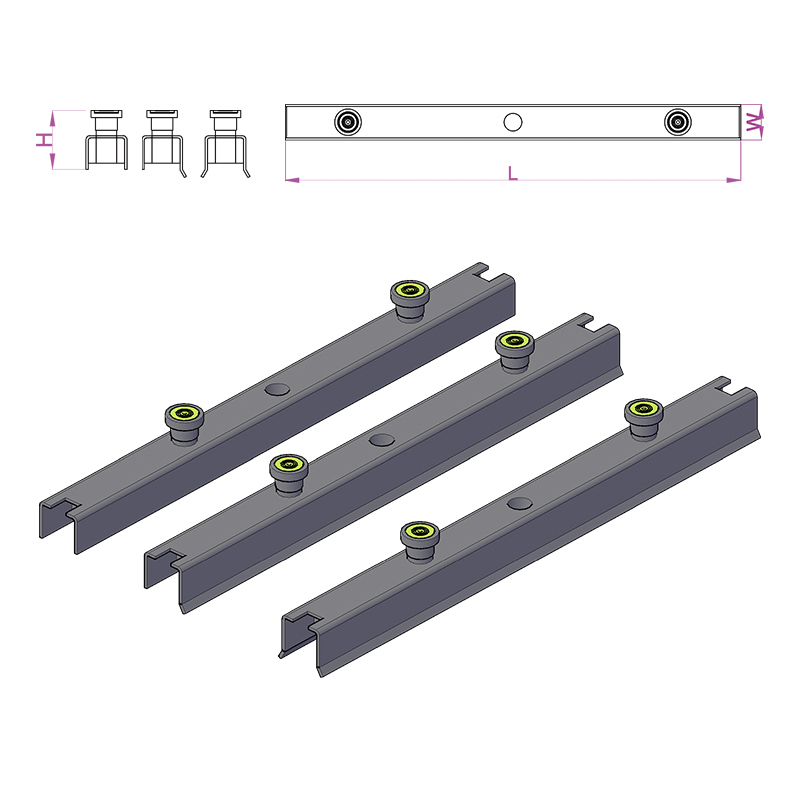
| Magnetisk affasningsholder | N/A (positionelt) | Kantaffasningslister på pladeunderside | Konsekvente kantdetaljer |
| Magnetisk hjørnevinkel | Variabel | 90° kryds, blokerede hjørner | Eliminerer lækage af fuger i hjørner |
Strukturel ydeevne af hule kernebetonplader
Den strukturelle opførsel af en hul kernebetonplade er styret af dens forspændingsniveau, betonkvalitet, kernegeometri og spændvidde-til-dybdeforhold. Standard hulkerneenheder produceres i dybder fra 150 mm til 500 mm , med bredder typisk 1.200 mm. Spændvidder på 6 m til 18 m er almindelige i praksis, med veldesignede dybe enheder, der når 20 m eller derover under kontrollerede belastningsforhold.
Forspænding påføres gennem forspændte højstyrke ståltråde - typisk med en flydespænding på 1.570 MPa eller 1.860 MPa - forankret til støbebedets abutments før beton placeres. Efter at beton har nået den krævede overføringsstyrke (normalt 25-30 MPa terning), skæres eller frigøres strengene, og forspændingskraften overføres til betonsektionen ved binding. Dette introducerer en krumningseffekt (opadgående bue), der delvist udligner afbøjningen under driftsbelastninger.
Typisk belastningsspændviddeydelse
| Pladedybde (mm) | Spændvidde 6 m (kN/m²) | Spændvidde 9 m (kN/m²) | Spændvidde 12 m (kN/m²) | Spændvidde 15 m (kN/m²) |
|---|---|---|---|---|
| 150 | ~10 | ~3,5 | — | — |
| 200 | >15 | ~7 | ~3 | — |
| 265 | >15 | ~11 | ~6 | ~2,5 |
| 320 | >15 | >15 | ~10 | ~5 |
| 400 | >15 | >15 | >15 | ~10 |
Disse figurer illustrerer, hvorfor hulplader er specificeret til mellemlange til lange spændvidder i kontorbygninger og parkeringspladser, hvor pålagte belastninger på 2,5–5,0 kN/m² er standard og spændvidder på 9–14 m er økonomisk attraktive. Forspændingen eliminerer behovet for sekundære stålbjælker i mange tilfælde, hvilket reducerer den strukturelle dybde af gulvzonen og sparer betydelig højde - ofte 300-500 mm pr. etage - i løbet af et etageprojekts levetid.
Brandmodstand
Hule kernebetonplader giver iboende brandmodstand gennem betonens termiske masse og dybden af dækningen til forspændingsstrengene. En 200 mm plade med 35 mm dækning til strengens tyngdepunkt opnås typisk REI 120 (to timers strukturel brandmodstand) under standard brandeksponering. Dybere enheder med større dækning opnår let REI 180 eller REI 240, der opfylder de mest krævende belægningskrav uden yderligere brandbeskyttelse. Dette er en stor fordel i forhold til stål- eller træalternativer, som kræver opsvulmende belægninger, sprinklersystemer eller indkapsling for at opnå tilsvarende klassificeringer.
Forskallingssystemer og magnetisk fiksering i det præfabrikerede anlæg
Kvaliteten af en hul kernebetonplade er uadskillelig fra kvaliteten af det forskallingssystem, der bruges til at fremstille den. Uanset om anlægget anvender et stationært pallesystem, en roterende karrusel eller støbebede med lange liner, bestemmer den præcision, hvormed forskallingen sættes og fastgøres, dimensionsnøjagtigheden, overfladefinishen og konsistensen af de færdige elementer.
Pallekarruselsystemer
I en moderne pallekarrusel bevæger stålpaller sig gennem en fast rækkefølge af stationer: rengøring, støbeform, placering af armering, betonstøbning, vibration, hærdning, afformning og elementtransport. Hele cyklussen løber typisk over 24 timer, med flere paller i omløb samtidigt. Ved formsætningsstationen placerer operatører sideforme og skær ved hjælp af lukkende magneter i henhold til det CNC-genererede eller tegningsbaserede layout for hvert element. Fordi palleoverfladen er en præcisionsslebet stålplade, opnår magneterne ensartet kontakt og holdekraft over hele området.
Effektivitetsgevinsterne ved magnetisk forskallingsfiksering i et karruselsystem er betydelige. Undersøgelser fra europæiske præfabrikerede producenter rapporterer konsekvent 30–50 % reduktion i formhærdningstid sammenlignet med boltede eller svejsede ankersystemer. På et anlæg, der producerer 80-120 paller om dagen, oversættes dette til timers sparet arbejdskraft pr. skift og en målbar reduktion i produktionsomkostninger pr. kvadratmeter plade.
Lang-line støbesenge til ekstruderet hul kerne
Ved langlinjeekstrudering opfyldes den primære forskallingsfunktion af selve støbebedet - en flad, glat stål- eller polymerbelagt overflade, langs hvilken ekstruderen bevæger sig. Men lukkermagneter og relaterede magnetiske ankersystemer bruges til at holde:
- Stranddeflektorer og afvigere, der profilerer forspændingsbanen
- Langsgående sideskinner, der definerer pladebredden, før ekstruderen starter
- Kerneblokuddannere, der skaber åbninger til servicegennemføringer på bestemte steder
- Armeringsstænger eller mesh tilføjet til den våde betonoverflade til komposit topping forbindelser
Den ikke-invasive karakter af magnetisk fiksering er især værdsat på langline senge, hvor overfladen skal forblive ubeskadiget gennem tusindvis af produktionscyklusser. Enhver overfladeridsning eller grube forårsaget af boring eller svejsning bliver en kilde til lækage og klæbning af fuger, hvilket øger afformningskraften og overfladedefekter på den færdige pladebræt.
Valg af den rigtige lukkemagnet
Valg af den korrekte lukkemagnet til en specifik applikation til fremstilling af hule pladeplader kræver overvejelse af flere faktorer ud over blot at matche holdekraften for at danne vægt:
- Palle eller bordtykkelse: Magneter er designet til at arbejde med specifikke ståltykkelser (typisk 10-25 mm). For tynd og det magnetiske kredsløb er ufuldstændigt; for tyk og holdekraften falder væsentligt.
- Betonvibrationsmetode: Eksterne bordvibratorer genererer højere dynamiske kræfter end interne nålevibratorer. Magneter i eksternt vibrerede systemer har brug for højere nominelle holdekræfter - ofte 1,5 til 2 gange det statisk beregnede krav.
- Ferskvandstryk og betonhoved: I høje elementer eller hvor beton placeres hurtigt, kan hydraulisk tryk mod forme overstige simple vægtberegninger. Magneten skal modstå både vertikal løftekraft og sidetryk.
- Formmateriale og geometri: Stålformer overfører magnetisk kraft direkte; aluminium eller plastikformer kræver stålbundplader for at fungere som mellemled mellem magneten og det ikke-ferromagnetiske formmateriale.
- Operating environment: Anlæg med traverskraner, elektriske motorer eller andre elektromagnetiske kilder kan kræve magneter med skærmede huse for at forhindre utilsigtet deaktivering eller interferens.
Førende producenter - herunder Ratec, Halfen, Sommer og andre - tilbyder teknisk support til magnetvalg og udgiver detaljerede tekniske datablade med statisk holdekraft, vibrationstestet kraft, driftstemperaturområde og cykluslevetid (typisk vurderet til 500.000 til 1.000.000 aktiveringscyklusser før interne komponenter kræver inspektion).
Transport, håndtering og installation af hulplader
Når de er støbt, hærdet og savet i længden, skal hulkernebetonplader løftes, transporteres og installeres med omhu. Den forspændte sektion er optimeret til positiv bøjning i spændingsretningen; ukorrekt håndtering, der introducerer negativ bøjning eller tværgående belastning, kan forårsage revner på den forkomprimerede (soffit) overflade - skader, der er svære at opdage og kan kompromittere den strukturelle ydeevne.
Krav til løft og transport
Hulplader skal løftes ved hjælp af specialdesignede klemmer eller bjælke- og sprederarrangementer, der påfører belastning på punkter inden for designløftezonen - typisk ikke mere end L/5 fra hver ende, hvor L er pladens længde. For plader over 10 m er et trepunkts- eller firepunktsløft ved hjælp af en spredebjælke standardpraksis til at kontrollere bøjningsmomenter.
På stedet monteres plader med kran direkte på bærebjælker, vægge eller konsoller. Lejelængden i hver ende skal opfylde minimumskrav - typisk 75 mm på stål- eller præfabrikerede betonstøtter og 100 mm på murværk eller in-situ beton — at sikre tilstrækkelig belastningsoverførsel og forhindre endeafskæring under driftsbelastninger. Neopren- eller mørtellejepuder bruges til at fordele kontaktspændingen og tage højde for dimensionelle tolerancer.
Fugning af langsgående led
Tilstødende hulplader i et gulv forbindes ved at fuge de langsgående samlinger mellem enheder. Fugemassen - typisk en Portland-cementblanding med et lavt vand-cement-forhold - fylder den tilspidsede eller kilede samling og, når den er hærdet, overfører den vandret forskydning mellem enheder, hvilket gør det muligt for gulvet at fungere som en membran. I seismisk design er denne membranvirkning afgørende for fordeling af sidekræfter til det vertikale strukturelle system. Fugemassen er ofte forstærket med langsgående strækstænger placeret i de åbne kerner i kanterne og fuget ind, hvilket giver kontinuitetsarmering på tværs af fugen.
Præcisionen af den langsgående samling afhænger dels af, hvor præcist kantformen blev holdt under støbningen - et andet punkt, hvor lukkende magneter og tilhørende magnetisk fikseringstilbehør påvirker direkte kvaliteten af det installerede gulv. En form, der flyttes med selv 3-5 mm under støbningen, kan producere en fugegeometri, der er svær at fuge helt, hvilket efterlader hulrum, der reducerer forskydningsoverførsel og vandmodstand.
In-Situ Concrete Topping
Mange hule pladegulve er specificeret med en strukturel in-situ betonbelægning, typisk 50-75 mm tyk, støbt over de præfabrikerede enheder efter montering. Denne topping tjener flere formål:
- Det udjævner gulvoverfladen og kompenserer for differential camber mellem tilstødende plader
- Det skaber en robust membran ved at forbinde alle enheder med en gennemgående forstærket plade
- Det giver mulighed for integration af gulvafretning, gulvvarme eller tjenester inden for topdybden
- Når det er designet sammensat, øger det gulvets strukturelle dybde og bæreevne
Overfladen af hule kerneplader fremstillet ved ekstrudering efterlades bevidst ru - ekstruderingsprocessen efterlader en korrugeret eller stribet tekstur, der giver mekanisk binding til toppingen. Vådstøbte enheder kræver overfladeforberedelse (typisk kugleblæsning eller mekanisk opskæring) for at opnå tilsvarende bindingsstyrke, hvilket tilføjer et produktionstrin og tilhørende omkostninger.
Bæredygtighed og materialeeffektivitet af hule kernebetonplader
Byggeindustrien står over for et stigende pres for at reducere indbygget kulstof- og materialeforbrug. Hule kernebetonplader kan sammenlignes med alternative gulvsystemer på flere bæredygtighedsmålinger, især når hele livscyklussen tages i betragtning.
Reduceret beton- og stålvolumen
Ved at fjerne betonen fra kernezonen - hvor den bidrager lidt til bøjningsmodstanden - bruger hulkerneproduktion 30–45 % mindre beton pr. kvadratmeter end en tilsvarende massiv plade ved samme spændvidde og bæreevne. Brugen af højstyrke forspændingsstål (1.860 MPa) i stedet for konventionel blødt stålarmering (500 MPa) betyder, at den samlede vægt af stål pr. arealenhed også reduceres væsentligt: en hulplade må kun bruge 2-4 kg/m² forspændingsstreng, sammenlignet med 8-15 kg/m² armeringsjern designet til den samme ydeevne i en plade.
Denne reduktion i materiale reducerer direkte det inkorporerede kulstof i gulvstrukturen. Industrital tyder på, at en typisk 265 mm hul kerneplade har et inkorporeret kulstof på ca. 100–130 kg CO₂e/m² sammenlignet med 160-200 kg CO₂e/m² for en in-situ fast flad plade med tilsvarende strukturel kapacitet.
Fabriksproduktion og affaldsreduktion
Fabriksproduktion under kontrollerede forhold minimerer materialespild fra overbestilling, spild og omarbejdning. Betonaffald på et velstyret præfabrikeret anlæg løber typisk med 1-3 % af produktionsvolumen sammenlignet med 5-10 % eller mere på en konventionel in-situ-plads. Brugen af forskallingsmagneter og genanvendelige stålformer reducerer yderligere forskallingsspild; en stålform af høj kvalitet, der bruges med magnetisk forankring, kan genbruges i tusindvis af produktionscyklusser, hvorimod træforskalling på en in-situ-plads typisk kasseres efter en håndfuld brug.
Overvejelser om end-of-life
Ved afslutningen af levetiden kan hulkernebetonplader nedbrydes og genanvendes som tilslag til vejunderlag, fyldmateriale eller - i mere avancerede genbrugsstrømme - oparbejdes til betontilslag. Forspændingsstrengen kan genvindes og genanvendes som stålskrot. Ingen af processerne er perfekte, og noget inkorporeret kulstof går tabt i nedrivning og transport, men den relative enkelhed af materialesammensætningen (beton plus stål) gør hule kerneplader mere ligetil at genbruge end kompositsystemer, der involverer flere bundne materialer.
Almindelige applikationer og projekteksempler
Hule kernebetonplader er specificeret på tværs af en bred vifte af bygningstyper og infrastrukturapplikationer. Deres alsidighed stammer fra det brede udvalg af tilgængelige dybder, evnen til at rumme servicegennemføringer og indstøbte fikseringer (placeret præcist ved hjælp af magnetiske forskallingsankre under produktionen) og deres kompatibilitet med en række understøttende strukturer.
Beboelsesbygninger i flere etager
I boligbyggeri er 200-265 mm hulkerneplader, der spænder 5-9 m mellem bærende vægge eller bjælker, en standardspecifikation i Holland, Skandinavien, Centraleuropa og Storbritannien. En 15-etagers boligblok med præfabrikerede hule gulve kan være vandtæt på 8-12 uger fra stueetagen, sammenlignet med 20-30 uger for en tilsvarende in-situ betonkonstruktion. Den almindelige grundplan for beboelsesbygninger passer særligt godt til den ensartede bredde og standardspændvidde af hulkerneenheder.
Kommercielle kontorbygninger
Kontorbygninger kræver længere spændvidder for åben planløsning, typisk 9-14 m. Dybe hulplader (320–400 mm) med høje forspændingsniveauer er designet til at bære pålagte belastninger på 3,5–5,0 kN/m² over disse spændvidder uden sekundære bjælker. Den blottede underside af hule kerneplader - i sagens natur flad og glat fra ekstrudering eller vådstøbningsprocessen - efterlades i stigende grad synlig som et designelement, der undgår omkostningerne ved nedhængte lofter og opnår termiske massefordele, der reducerer spidskølebelastningen med 15-25 % i veldesignede naturligt ventilerede bygninger eller blandede bygninger.
Car Parks
Parkeringspladser i flere etager er et af de mest krævende miljøer for præfabrikeret beton: spændvidder på 15-18 m er almindelige, koncentrerede hjulbelastninger kan nå 30-60 kN pr. aksel, og strukturen er udsat for afisningssalte, fryse-tø-cyklusser og fugt. Hulplader i parkeringsanlæg er typisk 400–500 mm deep , produceret med høje betonkvaliteter (C50/60 eller derover) og lave vand-cementforhold for at maksimere holdbarheden. De tynde baner mellem kerner kræver omhyggeligt betonblandingsdesign - lav maksimal tilslagsstørrelse, tilstrækkelig bearbejdelighed - og præcis komprimering, som lettes af det kontrollerede produktionsmiljø og kvalitetskontrolsystemerne i det præfabrikerede anlæg.
Industri- og lagerbygninger
Lagerhuse, distributionscentre og produktionsfaciliteter bruger hule kerneplader i mezzaningulve, forhøjede læssekajer og jordunderstøttede gulve på pælehætter. I disse applikationer reducerer evnen til at forudinstallere indstøbte løftefatninger, forankringskanaler til reolsystemer og elektriske ledninger - alt sammen placeret ved hjælp af magnetiske forskallingsankre under anlægsproduktionen - betydeligt reducerede omkostninger til fastgørelse på stedet og programrisiko.
Kvalitetskontrol og standarder for hule kernebetonplader
Hule kernebetonplader produceret i Europa skal overholde EN 1168:2005 A3:2011 — den harmoniserede produktstandard for præfabrikerede hulplader af beton. Denne standard specificerer ydeevnekrav til strukturel modstand, brandmodstand, farlige stoffer, dimensionelle tolerancer og akustisk ydeevne sammen med krav til fabriksproduktionskontrol, test og CE-mærkning.
Nøgledimensionelle tolerancer under EN 1168 omfatter:
- Længde: ±20 mm for plader op til 6 m; ±0,3 % af længden for plader over 6 m
- Width: ±5 mm
- Depth: ±5 mm
- Rethed: ≤L/600, maks. 20 mm
- Endernes firkantede: ≤10 mm
- Camber: 15/−5 mm for plader op til 12 m
Opnåelsen af disse tolerancer afhænger konsekvent af kvaliteten af hele produktionskæden - fra blandingsdesign og betonblanding, gennem strengspændingsnøjagtighed, til forskallingsindstilling og efterstøbningsinspektion. Brugen af lukkermagneter og relaterede magnetiske positioneringssystemer bidrager til dimensionsnøjagtighed ved at eliminere den positionelle drift, der opstår med konventionelle boltede former under vibration, og ved at muliggøre hurtig, præcis repositionering, når indstillingslayout ændres.
Ud over dimensionstolerancer kræver EN 1168 og de understøttende Eurocode-designstandarder (EN 1992-1-1, EN 1992-1-2) detaljeret strukturel verifikation, der dækker bøjning, forskydning, stansning, endeforankring og brandmodstand. Designprocessen for et hult kernegulv involverer bestemmelse af det maksimale spændvidde for den nødvendige belastning, valg af passende pladedybde og strengarrangement fra producentens belastningstabeller, kontrol af lejelængde, verificering af membranvirkningen af det fugede gulv og koordinering af servicegennemføringer med konstruktionsingeniøren.
Sammenligning af hule kerneplader med alternative gulvsystemer
At vælge mellem hule kernebetonplader og konkurrerende gulvsystemer kræver afvejning af strukturel ydeevne, programhastighed, omkostninger, bæredygtighed og begrænsninger på stedet. Intet enkelt system vinder på hvert kriterium, men hule kerneplader har klare fordele i specifikke scenarier.
| Kriterium | Hollow Core Slab | In-situ flad plade | Komposit ståldæk | Solid præfabrikeret plade |
|---|---|---|---|---|
| Typisk spændvidde | 6-20 m | 5-12 m | 3–9 m (dæk) bjælker | 3-7 m |
| Vægt (selv) | Lav-medium | Høj | Lav-medium | Høj |
| Installationshastighed | Meget hurtigt | Langsom (forskalling, hærdning) | Hurtigt | Hurtigt |
| Brandmodstand (ingen ekstra beskyttelse) | REI 60–240 | REI 60–180 | Typisk REI 30–60 | REI 60–180 |
| Materialeeffektivitet | Høj | Lav | Medium | Lav |
| Akustisk ydeevne | God (med afretningslag) | Godt | Fair (kræver behandling) | Godt |
| Serviceintegration | Medium (kerner kan bruges) | Høj (flexible) | Høj | Lav |
Selve kernerne tilbyder en nyttig fordel til bygningstjenester: I nogle designtilgange bruges de langsgående hulrum som luftkanaler til opvarmning, afkøling eller ventilation, der passerer konditioneret luft gennem pladen for både at betjene det besatte rum og bruge betonens termiske masse til hærdning. Denne termisk aktiverede byggesystem (TABS) tilgang er blevet implementeret i adskillige kontorprojekter i Centraleuropa med målbare reduktioner i spidsbelastningsbehovet for køleanlæg på op til 30-40 % sammenlignet med konventionelle luftsidesystemer.
Practical Considerations for Specifiers and Contractors
Specifying or procuring hollow core concrete slabs requires engagement with the manufacturer early in the design process. Unlike in-situ concrete, which can be adjusted on site, hollow core slabs are dimensionally fixed in the factory. Ændringer efter produktion - udskæringer, yderligere fastgørelser, forstærkningsmodifikationer - er teknisk mulige, men dyre og tidskrævende. Getting the information flow right at the design stage is critical.
Oplysninger påkrævet på designstadiet
- Strukturelle belastninger: egenvægt, overlejret død (afretningslag, skillevægge, finish), pålagt (belægningskategori) og eventuelle koncentrerede belastninger fra anlæg, lager eller beklædningsfastgørelser
- Clear span and bearing conditions at each support, including any non-parallel supports or skewed geometry
- Fire resistance class required for the floor zone
- Placering, størrelse og udformning af alle servicegennemføringer, inklusive MEP-manchetter, drænrør, strukturelle søjler, der går gennem gulvet, og elevatorskaktåbninger
- Indstøbte fastgørelser påkrævet: ankerkanaler, løftemuffer, fastspændingsbolte, ledningsstuds - som alle er placeret ved hjælp af magnetiske forskallingsankre og indstøbt under fabriksproduktionen
- Krav til akustisk ydeevne, især til boligprojekter eller projekter til blandet anvendelse, hvor stød og luftbåren lyd skal opfylde regulatoriske standarder
- Deflection limits and camber expectations, especially where brittle finishes (tiles, terrazzo) will be applied directly to the slab surface
Stedskoordinering for installation
På stedet kræver installationen af hule kerneplader koordinering af krankapacitet, adgangsveje, midlertidig afstivning (hvis det kræves af det strukturelle design) og rækkefølgen af fugning, topping udstøbninger og strukturelle forbindelsesdetaljer. Krankapacitet er ofte den kritiske begrænsning : a 400 mm hollow core slab 12 m long and 1.2 m wide weighs approximately 5,000–5,500 kg. På et begrænset byområde, hvor kranens rækkevidde reducerer løftekapaciteten, kan dette kræve at reducere pladelængden eller specificere en lettere enhed - en beslutning, der går tilbage til design af spændvidde, belastning og støttestruktur.
Grouting of joints should follow the manufacturer's specification precisely. Using a grout that is too wet produces a porous, weak joint prone to cracking; too dry and it may not fill the tapered joint profile completely, leaving voids. Fugefugning på store gulvarealer bør planlægges som en kontinuerlig operation med tilstrækkeligt personale og blandekapacitet for at undgå kolde fuger inden for et enkelt fugeforløb.
Kontrol efter installation
After installation and grouting, the completed hollow core floor should be inspected for:
- Differential camber between adjacent units — acceptable within ±5 mm without topping; hvis større, kan der være behov for yderligere afretningsdybde for at opnå en jævn overflade
- Fugefyldning i alle langsgående og tværgående fuger
- Slut med lejetilstrækkelighed ved alle understøtninger
- Condition of cast-in inserts — any damaged or mispositioned inserts should be reported and remedied before topping or finishes are applied
- Fravær af håndteringsskader: revner i pladens ender, afskalninger i lejeområder eller langsgående revner i vævene, der kan indikere transport- eller monteringsskader
Innovationer inden for hulkernepladeteknologi og magnetiske forskallingssystemer
The precast concrete industry continues to develop both the hollow core slab product and the production systems used to manufacture it. Adskillige områder med aktiv udvikling er værd at bemærke for dem, der træffer langsigtede beslutninger om infrastrukturinvesteringer.
Ultra-højtydende beton i hulkerneproduktion
Forskning i ultrahøjtydende beton (UHPC) til hulkerneapplikationer er i gang i flere europæiske og asiatiske forskningsprogrammer. UHPC mixes with compressive strengths of 150–200 MPa allow web thicknesses to be reduced further, decreasing self-weight while maintaining shear capacity. Produktionsudfordringen er, at UHPC ikke er kompatibel med standardekstruderingsudstyr - fiberforstærkningen og blandingsviskositeten kræver modificerede støbemetoder - og rollen som lukkende magneter and precision magnetic formwork systems i placeringen af de tyndere forme med højere nøjagtighed bliver endnu mere kritisk.
Automatisering og robotik i forskalling
Flere præfabrikerede udstyrsproducenter tilbyder nu robotformede forskallingssystemer, der læser elementlayoutet fra en BIM-model og automatisk placerer sideforme, endestop og indsatser på pallens overflade. Disse systemer bruger typisk portalrobotter med visionsystemer til at plukke og placere forskallingskomponenter ved hjælp af lukkende magneter som den endelige fikseringsmekanisme - robotten placerer formen, og det magnetiske anker aktiveres for at låse det på plads. De tidlige brugere af disse systemer rapporterer en nøjagtighed for indstilling af støbeforme på ±1–2 mm og cyklustider langt under manuel indstilling, med ensartet kvalitet og reduceret operatørtræthed.
Digital integration og smart produktion
Modern precast plants are increasingly integrating digital twin technology — a real-time virtual model of the production floor — with quality control systems, inventory management, and logistics. Each element is assigned a unique QR code or RFID tag at the point of production, linking its digital record to the specific batch of concrete, strand lot, magnet-fixed insert positions, and dimensional check results. This traceability is increasingly demanded by main contractors and clients on complex projects where structural accountability over the building's 50–100 year design life is required.
The precision of magnetic formwork fixing — combined with laser-scanning quality checks of the finished element before dispatch — forms part of this digital quality chain. A slab that passes all dimensional checks, concrete strength records, and visual inspection is dispatched with a full production record accessible by QR scan on site, enabling the structural engineer or building owner to verify compliance without relying solely on paper certificates.








