Hvad armeringsjernsbindetråd faktisk gør i præfabrikeret betonkonstruktion
Armeringsjernsbindetråd holder armeringsstålbure sammen under betonplacering og hærdning. I præfabrikeret betonproduktion stopper det job ikke ved støbningen – det påvirker direkte, om et løftesystem til præfabrikeret beton fungerer sikkert, når elementet forlader støbebedet. Et dårligt bundet bur skifter under vibration, efterlader armeringsjern ude af position og reducerer indstøbningsdybden af indstøbte løfteankre. Resultatet er en løfteindsats, der ikke kan bære sin nominelle belastning.
Det korte svar: armeringsjernsbindetråd er et strukturelt støtteværktøj, ikke kun et husholdningsmateriale. I præfabrikerede fabrikker, der fremstiller vægpaneler, dobbelte T-stykker, søjler og bjælker, er trådmåleren, snoningsmønsteret og bindingsafstanden alle medvirkende til, om forstærkningsburet forbliver tro mod designtolerancer gennem hele støbecyklussen. Et bur, der bevæger sig selv 10 mm fra sin designposition, kan kompromittere dækslet over et løfteløkkeanker og skære den effektive udtrækskapacitet med en målbar margin.
Denne artikel dækker det fulde billede: ledningstyper og specifikationer, hvordan bindingswire interagerer med præfabrikeret løftehardware, praktiske bindingsmønstre for forskellige elementgeometrier, belastningsdata, der er vigtige på stedet, og overensstemmelsesrammerne, der styrer både wirevalg og løftesystemdesign.
Rebar Tie Wire typer og deres specifikationer
Ikke alle bindetråde er ens. Forskellene mellem produkter er meningsfulde, når du arbejder inde i en præfabrikeret form, hvor tolerancerne er snævre, og armeringsburet skal holde sin geometri under trykket fra en betonstøbning, der kan nå en flowhastighed på flere kubikmeter i minuttet.
Sort udglødet bindetråd
Sort udglødet wire er den mest udbredte armeringsjernsbindingstråd globalt. Den er fremstillet ved at trække lav-kulstof ståltråd og derefter udgløde den ved temperaturer mellem 650 °C og 750 °C for at genoprette duktilitet tabt under trækningsprocessen. Udglødningsprocessen efterlader en mørk oxidoverflade - derfor "sort" - og gør tråden blød nok til at vrides let i hånden eller med en bindepistol uden at gå i stykker.
Standardmålere, der anvendes i præfabrikerede arbejde, spænder fra 16 gauge (1,6 mm diameter) til 18 gauge (1,2 mm diameter) . Trækstyrken falder typisk mellem 350 MPa og 550 MPa. Forlængelse ved brud er normalt 20 % eller højere, hvilket er det, der gør det muligt for wiren at vikle sig rent omkring krydsende stænger uden at bryde. Coilvægte, der almindeligvis er tilgængelige, er 1 kg, 5 kg og 25 kg spoler, hvor 25 kg er standarden for præfabrikerede produktionslinjer.
Galvaniseret bindetråd
Galvaniseret bindetråd bærer en zinkbelægning påført ved enten varm- eller elektrogalvanisering. Varmgalvaniseret tråd har en belægningstykkelse på 45 til 85 mikron , mens elektrogalvaniseret tråd er tyndere ved 5 til 25 mikron. I præfabrikeret beton beregnet til marine miljøer, kystnære strukturer eller infrastruktur udsat for afisningssalte, er galvaniseret tråd specificeret for at forhindre rustfarvning, der kan trænge igennem til overfladen af arkitektoniske elementer.
Galvaniseret ledning er stivere end sort udglødet ledning med samme tykkelse. Dette er ikke et problem ved manuel binding, men kan forårsage problemer med automatiske bindepistoler, der er kalibreret til blødere tråd. Operatører dropper ofte en gauge-størrelse - fra 16 gauge til 18 gauge - når de skifter til galvaniseret ledning for at opretholde maskinens kompatibilitet.
Rustfrit stål bindetråd
Grade 304 og grade 316 rustfrit stål bindetråd bruges i specialfremstillede applikationer, hvor langsigtet korrosionsbestandighed er kritisk - offshore-strukturer, vandbehandlingsanlæg og førsteklasses arkitektoniske paneler, hvor overfladekvaliteten skal forblive fejlfri i årtier. Rustfri tråd er hårdere end sort udglødet tråd; trækstyrken kan overstige 700 MPa . At binde i hånden er mere krævende, og handsker er essentielle, fordi trådenderne er skarpere og tilbagespringet er mere udtalt.
PVC-belagt bindetråd
PVC-belagt wire anvendes lejlighedsvis i præfabrikerede arbejder, hvor wire hale ikke må komme i kontakt med formfladen og efterlade et rustmærke på elementets udsatte overflade. Belægningen giver elektrisk isolering og forhindrer direkte metal-til-metal-kontakt med stålforskalling. Typisk belægningstykkelse er 0,3 mm til 0,5 mm. Dette er et nicheprodukt, men er værd at kende til arkitektoniske præfabrikerede projekter, hvor overfladefinish er et kontraktmæssigt krav.
| Trådtype | Diameter (mm) | Trækstyrke (MPa) | Forlængelse (%) | Typisk brug |
|---|---|---|---|---|
| Sort udglødet | 1,2 – 1,6 | 350 – 550 | ≥ 20 | Generelle præfabrikerede, strukturelle elementer |
| Galvaniseret | 1,2 – 1,6 | 400 – 600 | 15 – 20 | Marine, kystnære, arkitektoniske præfabrikerede |
| Rustfrit stål | 1,0 – 1,6 | 600 – 800 | 10 – 15 | Offshore, vandbehandling, premium arkitektonisk |
| PVC-belagt | 1,2 – 1,6 | 350 – 500 | ≥ 18 | Arkitektoniske paneler med synligt ansigt |

Hvordan armeringsjernsbindingswire forbindes til en Løftesystem til præfabrikeret beton
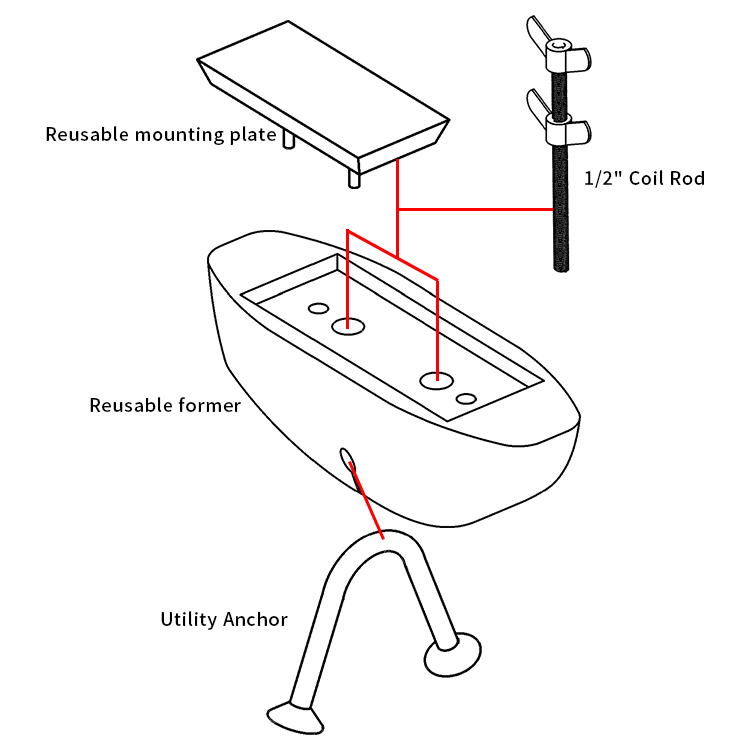
Et løftesystem til præfabrikeret beton er et koordineret sæt komponenter: indstøbte ankre eller løkker, der er indlejret under fremstilling, løftebeslag såsom koblinger eller sjækler, spredebjælker og kranen eller hejsen, der giver den opadgående kraft. Det, der binder alle disse sammen - bogstaveligt talt - er armeringsholderen, som ankrene er fastgjort til. Bindetråd er det medium, hvorigennem buret holder formen helt frem til det øjeblik, der hældes beton rundt om ankrene.
Når et ankerpunkt bevæger sig ud af position før eller under hældningen, er konsekvenserne ikke kosmetiske. En løfteløkke, der er designet til at sidde i 80 mm dybde fra overfladen og ender i 55 mm dybde, har mistet en betydelig del af sin udtrækskapacitet. Afhængigt af betonblandingen og elementgeometrien kan dette reducere arbejdsbelastningsgrænsen med 20 % til 40 % . I et 10-tons præfabrikeret vægpanel løftet af fire ankre, skaber den slags fejl en reel risiko for, at et eller flere ankre svigter under de dynamiske belastninger, der er involveret i løftet.
Indstøbte løfteankre og deres bindingskrav
De mest almindelige indstøbte ankre, der anvendes i et løftesystem til præfabrikeret beton er:
- Ferrule-indsatser (korte gevindfatninger støbt i plan med overfladen)
- Spoleindsatser (gevind spoleankre til brug med spolebolte)
- Løfteløkker (tråd- eller armeringsløkker, der rager ud fra den øverste overflade)
- Flade pladeankre med skærenøgler indstøbt i pladen
- Drejepladeankre til løft i flere retninger
Hver af disse skal være mekanisk fastgjort til armeringsholderen før udstøbningen. Armeringsjernsbindetråd er standardfastgørelsesmetoden. Ferruleindsatser er typisk bundet til tilstødende stænger med et ottetalsbånd ved hjælp af 16-gauge sort udglødet wire, køre mindst to gange rundt om indsatsbunden og snoet, indtil den sidder tæt. Løfteløkker er bundet ved deres base, hvor løkken kommer ud af betonen - wiren forhindrer løkken i at blive skubbet dybere af betontryk under vibration.
Ankerproducenter specificerer minimumskrav til bindebånd i deres tekniske dokumentation. Halfen, Meadow Burke, Pfeifer og Leviat udgiver alle installationsvejledninger, der beskriver, hvor mange bånd der er nødvendige, og på hvilke steder på ankerkroppen. Det er ikke valgfrit at følge disse vejledninger – det er en del af garanti- og ansvarskæden. Brug af den forkerte wire, et utilstrækkeligt antal snoninger eller springende bånd på ankeret annullerer fuldstændigt ankerets nominelle kapacitetscertificering.
Dynamiske belastninger under løft og hvorfor burets integritet betyder noget
Statisk vægt er kun en del af historien. Et præfabrikeret betonelement, der løftes af en kran, oplever dynamiske forstærkningsfaktorer, der øger den effektive belastning på hvert anker. De fleste løftesystemer til præfabrikerede betontekniske standarder anvender en dynamisk faktor på 1,3 til 2,0 afhængig af liftforhold. Et 5-tons element, der løftes på en byggeplads med et enkelt anker under ideelle forhold, skal have dette anker klassificeret til mindst 6,5 tons for at opfylde en dynamisk faktor på 1,3 - før nogen sikkerhedsfaktor anvendes.
Dette betyder, at burbevægelser under støbning, forårsaget af løs eller manglende armeringsjernsbindingstråd, kan kaskade ind i et løftesystemfejlscenarie, selv når ankeret er valgt korrekt til den beregnede belastning. Et godt bundet bur er ikke en luksus – det er et krav om lastvej.
Bindemønstre til præfabrikerede forstærkningsbure
Den måde, hvorpå armeringsjernsbindetråd påføres ved armeringsjernskryds, påvirker burets stivhed, den tid, det tager at bygge buret, og kvaliteten af den færdige samling. Ved fremstilling af præfabrikeret beton, hvor produktionshastighed og præcision begge har betydning, er valg af bindemønster en praktisk ingeniørbeslutning, ikke kun en markvane.
Simple Tie (Snap slips)
Snapbindet er det hurtigste slips at udføre. Tråd løkkes diagonalt rundt om krydset, de to ender føres sammen, og en krog eller tang vrider dem, indtil wiren bider i sig selv. Det samlede drejningstal er typisk to til tre hele rotationer. Dette slips er velegnet til ikke-strukturelle indvendige skæringspunkter i plader og vægge, hvor hovedfunktionen er bursamling snarere end præcis positionskontrol.
Figur otte slips
ottetals- eller sadelbåndet vikler tråden i et ottetalsmønster omkring begge stænger ved krydset. Dette skaber en mere stabil forbindelse, der modstår rotation af stængerne i forhold til hinanden. Det er det foretrukne slips til ankerbindinger og for krydsninger nær omkredsen af et præfabrikeret element, hvor betontrykket under udstøbningen er højest. Det ottende slips tager omkring 30 % længere tid end et lynlås, men giver betydeligt bedre positionsstabilitet.
Krydsbånd (dobbelt omslag)
Et krydsbånd fordobler ledningen rundt om krydset, før den snoes. Dette bruges ved højbelastningspunkter - hjørner, overbelastede områder og steder, hvor flere stænger konvergerer nær et løfteanker. Nogle præfabrikerede specifikationer kræver krydsbindinger ved hvert tredje kryds langs perimeterstængerne for at opretholde burets geometri under transport af det samlede bur fra bindestationen til formen. Dette har betydning for store elementer som dobbelte teesteder og stadionstigninger, hvor buret kan rejse 20 til 30 meter med kran før placering.
Bind pistolbånd
Automatiske bindepistoler som f.eks. Max RB441T eller Makita DTR180 anvender forskårne trådspoler og fuldfører et slips på under et sekund pr. kryds. Ved store præfabrikerede operationer reducerer brugen af bindepistoler bindetiden med 60 % til 70 % sammenlignet med manuel binding, og det konsekvente snoningstal forbedrer ensartetheden. Begrænsningen er, at bindepistoler fungerer bedst på flade måtter; i tredimensionelle bursamlinger med snæver stangafstand er håndbinding fortsat nødvendig i overbelastede zoner.
| Slipsmønster | Relativ hastighed | Positionel stabilitet | Bedste applikation |
|---|---|---|---|
| Snap Tie | Hurtigt | Moderat | Indvendige pladekryds |
| otte-figur | Moderat | Høj | Ankerafspændinger, perimeterstænger |
| Cross slips | Langsomt | Meget høj | Hjørner, løfteankerzoner |
| Bindepistol | Meget hurtig | Moderat to High | Flad måttesamling, højvolumen produktion |
Løftesystem til præfabrikeret beton: Oversigt over komponenter og belastningsklassificeringer
At forstå et løftesystem til præfabrikeret beton betyder at forstå hver enkelt komponent i lastkæden, fra ankeret indstøbt i betonen til krankrogen i toppen. Hvert led i denne kæde skal være klassificeret til den samme minimumsbelastning. Et svagt led overalt i systemet definerer systemets sikre kapacitet.
Indstøbte ankre
Indstøbte ankre er grundlaget for ethvert løftesystem til præfabrikeret beton. Deres kapacitet afhænger af betonens trykstyrke på tidspunktet for løftet, ankerindstøbningsdybde, kantafstand, afstand mellem ankre og vinklen på den påførte belastning. De fleste producenter udgiver belastningstabeller for betontrykstyrker på 20 MPa, 25 MPa, 30 MPa og 40 MPa. Et typisk løfteanker vurderet til 5 tons arbejdsbelastningsgrænse (WLL) i 30 MPa beton kan nedsættes til 3,5 tons, hvis løftet sker, når betonen kun har nået 20 MPa.
Det er grunden til, at præfabrikerede anlæg altid kontrollerer betonstyrken, før de frigiver elementer til løft. Ikke-destruktiv testning med en Schmidt-hammer eller udtrækstest af ledsagende terninger hærdet ved siden af elementet giver de styrkedata, der er nødvendige for at bekræfte ankerkapaciteten.
Løftekoblinger og kroge
Løftekoblinger forbinder krankrogen eller spredebjælken til det indstøbte anker. For gevindindsatser aktiveres og låses en passende gevindkobling før løftet. Til løfteløkker passerer en krog eller bøjle gennem løkken. Koblinger skal være kompatible med ankersystemet – brug af en kobling fra en anden producents produktfamilie kan reducere den nominelle tilslutningskapacitet med op til 50 % fordi belastningsoverførselsgeometrien mellem koblingskroppen og ankerhovedet ændres.
Sprederbjælker
Sprederbjælker bruges, når et præfabrikeret element har flere forankringspunkter, og krankrogen skal belaste lodret i stedet for i en vinkel. Slyngevinkler betyder enormt meget: Et tobenssejl i en 60-graders inkluderet vinkel mellem benene øger belastningen i hvert ben med 15 % i forhold til vertikal . Ved en 120-graders inkluderet vinkel bærer hvert ben mere end vægten af elementet, fordi geometrien virker imod systemet. Sprederbjælker eliminerer dette ved at holde alle sejlben tæt på lodret.
For store præfabrikerede elementer - brobjælker på over 20 meter, stadionstigninger og store præfabrikerede facadepaneler - kan spredebjælker specialfremstilles, så de matcher ankerlayoutet for en specifik elementtype. Disse specialbyggede bjælker kalibreres og belastningstestes før de tages i brug.
Wirestropper og kædeslynger
Wirestropper og kædestropper er de fleksible forbindelser mellem spredebjælken og krankrogen eller direkte mellem anker og krog i enklere løft. Begge er vurderet af WLL og er underlagt derating baseret på antallet af ben og sejlets vinkel. Ved præfabrikerede løft, firebens kædestropper med masterled er almindelige, fordi de fordeler belastningen over alle fire ankre samtidigt og kan justeres til asymmetriske belastninger.
Beregning af den påkrævede kapacitet af et løftesystem til præfabrikeret beton
Elevatorplanlægning for præfabrikeret beton er en ingeniøropgave, ikke en bedømmelse af stedet. Beregningssekvensen følger en defineret logik, der starter med elementets masse og arbejder fremad gennem dynamiske faktorer, sikkerhedsfaktorer og geometrisk derating for at nå frem til den mindste nominelle kapacitet, der kræves for hver komponent i løftesystemet.
Trin 1: Bestem grundstofmasse
Normalvægtsbeton har en densitet på ca 2400 kg/m³ . Letvægtsbetonblandinger, der anvendes i nogle præfabrikerede applikationer, kan være så lave som 1800 kg/m³. Grundstofmassen beregnes ud fra designtegninger. For et vægpanel 6 m langt, 3 m højt og 200 mm tykt ved brug af normalvægtsbeton: 6 × 3 × 0,2 × 2400 = 8640 kg, eller cirka 8,6 tons.
Trin 2: Anvend den dynamiske faktor
Den dynamiske faktor tegner sig for accelerationskræfter under kranløft, inklusive opsamling fra støbebedet og indstilling på plads. PCI (Precast/Prestressed Concrete Institute) og lignende standarder specificerer typisk en dynamisk faktor på 1,5 til normale løfteforhold i et præfabrikeret anlægsmiljø og op til 2,0 for kranløft, der involverer vandret kørsel over lange afstande eller løft under blæsende forhold. Påføring af 1,5 til panelet på 8,6 tons giver en dynamisk belastning på 12,9 tons.
Trin 3: Anvend sikkerhedsfaktoren
Sikkerhedsfaktorer for løftesystemkomponenter er fastsat af standarder som f.eks. EN 13155 (ikke-faste lastløfteudstyr), AS/NZS 4991 og lokale kran- og rigningskoder. For indstøbte ankre og koblinger, en sikkerhedsfaktor på 4:1 over nominel fejlbelastning anvendes almindeligvis til at nå frem til WLL. Dette er allerede indbygget i ankerproducentens publicerede WLL-tabel, så planlæggerens opgave er at sikre, at den publicerede WLL overstiger den dynamiske belastning.
Trin 4: Redegør for antal ankerpunkter og lastfordeling
Den dynamiske belastning på 12,9 tons er fordelt på alle aktive ankerpunkter. Hvis det 8,6 ton tunge vægpanel bruger fire ankre anbragt symmetrisk, bærer hvert anker teoretisk 3,2 tons. Imidlertid anerkender ingeniørpraksis for løftesystemer, at perfekt lastfordeling på tværs af fire punkter er usandsynlig på grund af tolerancer i ankerplacering og krankrogspositionering. En almindelig konservativ antagelse er, at kun tre ud af fire ankre bærer belastning ad gangen, hvilket betyder, at hvert anker skal klassificeres til 12,9 / 3 = 4,3 tons WLL .
Praktisk påføring af bindetråd omkring løfteankre
Anbringelse af armeringsjernsbindingstråd korrekt omkring løfteankre kræver mere omhu end at binde standard stangkryds. Ankeret er en belastningskritisk komponent, og dets placering i forhold til betonoverfladen og til den omgivende armering skal være nøjagtig.
Procedure for fastspænding af ferruleindsætning
Ferrule-indsatser er cylindriske eller koniske gevindfatninger, der støber i plan med betonoverfladen. De er typisk lavet af duktilt jern eller stål og har en basisflange eller armeringsstang påsvejset til forankring i betonmassen. Bindewire-proceduren for en ferrule-indsats er:
- Placer indsatsen på det korrekte sted på formfladen, og sørg for, at gevindåbningen er forseglet med en skumprop for at forhindre indtrængning af beton.
- Kør en løkke af 16-gauge sort udglødet ledning gennem indsatsens bundfastgørelse og rundt om den nærmeste langsgående stang.
- Tilføj en anden bindetrådsløkke omkring den nærmeste tværgående stang vinkelret på den første.
- Sno begge bånd stramt med et krogværktøj - minimum tre hele omdrejninger. Skær halen til 20 mm og bøj den flad for at undgå kontakt med formen.
- Tjek, at indsatsen flugter med formfladen – hverken stolt eller forsænket – før hældningen begynder.
Løfteløkke-bindingsprocedure
Løfteløkker er dannede tråd- eller armeringsløkker, der rager ud over den øverste overflade af et præfabrikeret element og hægtes af en krankobling eller bøjle. Deres indlejrede ben skal bindes for at forhindre, at løkken bliver presset ned under betonvibrationer.
- Placer løkken på designstedet, med de indlejrede ben, der løber parallelt med eller krydser de vigtigste forstærkningsstænger som specificeret i designtegningen.
- Bind hvert indlejret ben til den nærmeste forstærkningsstang ved hjælp af et ottetalsbånd på mindst to punkter langs hvert ben.
- Hvis løkken har en bundplade eller spredt fod, bindes pladen til mindst to stænger ved hjælp af krydsbånd.
- Bekræft, at løkkeprojektionshøjden over den øverste overflade svarer til tegningen, før du hælder.
Almindelige fejl, der skal undgås
- Brug af underdimensioneret wire (20 gauge eller mindre) til ankerfastgørelser - wiren strækkes under betonvibrationstryk og tillader ankerbevægelse.
- Binding kun til én stang, når to vinkelrette bindinger er specificeret - enkelt-akse fastholdelse tillader rotation.
- Overdrejning af bindetråden, indtil den klikker - et knækket bindebånd ved et anker giver ingen fastholdelse og skal udskiftes, før det hældes.
- Efterlader lange trådhaler, der kommer i kontakt med formfladen - disse skaber overflademærker og, på arkitektoniske elementer, synlige rustpletter efter afformning.
- Springe bånd på ankre, der virker "stabile" i formen - betonvibrationer under komprimering kan flytte selv tilsyneladende stabil hardware flere millimeter.
Standarder og overensstemmelse for armeringsjernsbindingswire og præfabrikerede løftesystemer
Både armeringsjern og løftesystemer til præfabrikeret beton er underlagt tekniske standarder. Overholdelse af disse standarder er ikke valgfri i byggeprojekter – det er en forudsætning for forsikringsdækning, myndighedsgodkendelse og producentens ansvarsbeskyttelse. De relevante standarder varierer fra region til region, men de vigtigste referencer er konsistente i deres krav.
Standarder for armeringsjern
- ASTM A82 / A82M (USA): Standardspecifikation for ståltråd, almindelig, til betonarmering – gælder for den wire, der bruges til produktion af bindetråd.
- BS EN 10218 (Europa): Ståltråd og trådprodukter – generelle testmetoder, der dækker dimensionelle og mekaniske egenskabstest.
- GB/T 343 (Kina): Almindelig lav-carbon ståltrådsstandard, der refereres bredt af kinesiske bindetrådsproducenter.
- JIS G 3532 (Japan): Lav-carbon ståltrådsstandard, der dækker den wire, som bindetrådsprodukterne fremstilles af.
Standarder for løftesystemer i præfabrikeret beton
- EN 13155:2003 A2:2009 : Ikke-faste lastløfteudstyr – sikkerhedskrav til indstøbte ankre og løftekoblinger, der anvendes i Europa.
- PCI Design Handbook 8. udgave : Den primære reference for præfabrikeret og forspændt betondesign i Nordamerika, inklusive et komplet kapitel om håndtering, transport og opstilling, der dækker design af løftesystemer.
- AS 3850 (Australien): Vip-op-betonkonstruktionsstandard, som omfatter krav til løfteindsatser, topstænger og den mindste betonstyrke, der kræves før løft.
- OSHA 29 CFR 1926.753 (USA): Dækker brug af kran og boretårn i byggeriet, herunder krav til rigningsinspektion og operatørkvalifikation, der gælder for præfabrikerede lifte.
I praksis omfatter overensstemmelsesdokumentation for en præfabrikeret løfteoperation elementets løfteplan, ankerproducentens WLL-tabeller med reference til elementets betonstyrke, en tredjeparts inspektionsoversigt over ankerinstallation og certificering af kran- og rigningsudstyr. Armeringsjernsbindetråd er en del af dette billede gennem burinspektionsprotokollen, som skulle bekræfte, at alle ankre var bundet i henhold til specifikationen før udstøbningen.
Anslået forbrug af armeringsjernsbindingswirer for præfabrikerede projekter
Projektledere og indkøbsteams skal estimere forbruget af armeringsjernsbindinger nøjagtigt for at undgå produktionsforsinkelser forårsaget af materialemangel. Trådforbrug afhænger af stangafstanden, stangdiameteren, elementtykkelsen og det anvendte bindemønster. Industriens tommelfingerregel for standard præfabrikerede arbejde er 8 til 12 kg bindetråd pr. ton armeringsstål . For tæt anbragte bure i konstruktionselementer med tæt stangafstand (100 mm centre) kan forbruget nå op på 15 kg pr. ton.
Bearbejdet eksempel: Præfabrikeret vægpanelproduktion
Et præfabrikeret anlæg, der producerer 50 vægpaneler om ugen, som hver indeholder 180 kg armeringsstål, bruger 50 × 180 = 9000 kg armeringsjern om ugen. Ved et forbrug på 10 kg bindetråd pr. ton armeringsjern er det ugentlige krav til bindetråd 90 kg . I 25 kg spoler er det cirka 4 spoler om ugen. De fleste præfabrikerede anlæg opretholder et 2-til-4-ugers bufferlager, så den stående beholdning ville være 8 til 16 spoler af 16-gauge sort udglødet tråd for denne produktionsvolumen.
Når bindepistoler introduceres, stiger forbruget en smule, fordi maskinen anvender en konsekvent drejning med en defineret trådlængde pr. bindebånd, og operatøren har en tendens til at binde flere kryds, end en håndbinderarbejder ville gøre på samme tid. Plan for en 10% til 15% stigning i trådforbrug ved overgang fra håndbinding til bindepistoldrift.
Kvalitetskontrolkontrolpunkter før løft af et præfabrikeret element
En systematisk kvalitetskontrolproces, der dækker både armeringsjernsbindingsværk og løftesystemkomponenter er afgørende, før et præfabrikeret element forlader støbebedet. Følgende tjekliste afspejler, hvad velkørende præfabrikerede anlæg bruger, før et element frigives til løft.
Før Betonstøbningen
- Alle løfteankre er bundet til buret på de specificerede steder ved hjælp af det specificerede wiremål og bindemønster.
- Ankerpositioner kontrolleret i forhold til designtegningen – vandrette og lodrette positioner inden for ±5 mm tolerance.
- Skumpropper eller plastikhætter er på plads på alle gevindindsatser.
- Dækafstandsstykker (stole og bindeafstandsstykker) monteres med den korrekte afstand for at opretholde dækslets dybde over alle stænger, inklusive nær løfteankerfastgørelsespunkter.
- Burinspektion underskrevet af QC-inspektøren og registreret.
Efter stripning, før løft
- Betontrykstyrke bekræftet ved test – minimumsstyrke til løft som specificeret af ankerproducenten er opfyldt.
- Alle ankergevind renset og kontrolleret - koblinger kan aktiveres og låses.
- Løftesystemkomponenter (koblinger, sejl, spredebjælke) efterset og inden for servicedatoerne.
- Kransikker arbejdsbelastning bekræftet for løfteradius og elementmasse.
- Løfteplan gennemgået og anerkendt af kranføreren og rigningslederen.
Valg af armeringsjernsbindetråd til forskellige præfabrikerede miljøer
Valg af ledning er ikke en ensartet beslutning. Det miljø, som det præfabrikerede element skal tjene i, kravene til overfladekvaliteten og produktionsmetoden har alle indflydelse på, hvilken trådtype og -tykkelse der er passende.
Konstruktionspræfabrikerede til bygninger
Standardsøjler, bjælker, plader og vægpaneler til bygninger i ikke-aggressive miljøer: 16-gauge sort udglødet bindetråd på 25 kg spoler. Snap-bånd til indvendige kryds, otte-tal-bånd ved perimeterstænger og ankerpositioner. Brug af bindepistol tilskyndes til flade matelementer (plader, paneler) for at forbedre hastigheden og konsistensen.
Infrastruktur og marin præfabrikation
Brobjælker, havskærme, havvægspaneler og kystinfrastruktur: varmgalvaniseret 16-gauge wire . Galvaniseringen forhindrer rustudblødning gennem betonoverfladen, hvilket har betydning både æstetisk og for langtidsholdbarhed i kloridfyldte miljøer. Hvor der anvendes rustfri stålarmering (meget aggressive marinezoner), er rustfri ståltråd i matchende kvalitet specificeret for at forhindre galvanisk korrosion ved wire-to-bar kontaktpunktet.
Arkitektoniske præfabrikerede facader
Udsatte tilslagspaneler, polerede betonfacader og glasfiberarmeret beton (GFRC) bagsideelementer: PVC-belagt eller galvaniseret wire, med omhyggelig ledningshalestyring. Alle trådhaler skal pege væk fra den udsatte flade og være bøjet til en afstand på minimum 15 mm fra enhver formflade. Nogle arkitektoniske præfabrikerede specifikationer kræver et positivt inspektionsskilt om, at ingen blank ståltråd er inden for 25 mm fra den støbte overflade.
Precast i kolde vejrforhold
Sort udglødet ledning bliver lidt mere skør under kolde forhold. Ved temperaturer under 0 °C reducerer forvarmning af trådspolen eller arbejde i en opvarmet støbehal risikoen for, at tråden knækker under binding. Forlængelsesreduktionen ved frysetemperaturer er beskeden - typisk 2% til 4% lavere end ved 20 °C - men i meget kolde klimaer (under -10 °C) er det en fornuftig forholdsregel at skifte til en ledning med højere forlængelsesspecifikation eller at droppe en gauge.
Transport og håndtering af byggepladsen: Hvor bindetrådsarbejdet testes
Kvaliteten af armeringsjernsbindingswirearbejde testes ikke kun under løftet fra støbebedet, men under hele transport- og installationssekvensen. Et færdigstøbt element kan løftes op til fire gange før den endelige installation: Løft af formen, overførsel til lager, læss på lastbil og endelig placering. Hver elevator udsætter løftesystemet til præfabrikeret beton for dynamiske belastninger. Mellem løft transporteres elementet på en ladvogn eller lavlæsser, hvor vejvibrationer påfører betonen cyklisk belastning omkring ankerindsatsene.
Elementer med dårligt bundne bure, der tillod burbevægelse under støbning, kan vise revner omkring ankersteder efter transport, selvom det første løft så ud til at være vellykket. Mikrorevner forplanter sig under cyklisk belastning og kan forårsage ankerudtrækning ved belastninger under den nominelle WLL. Dette er grunden til, at burinspektionsdokumentation følger med elementet - hvis der opdages skader på stedet, er inspektionsprotokollen udgangspunktet for undersøgelsen.
Den præfabrikerede forsyningskæde er kun så pålidelig som det svageste kvalitetskontroltrin. Arbejde med armeringsjern er tidligt i den kæde, men dets virkninger forplanter sig hele vejen til den endelige installation. At få det rigtigt fra starten – korrekt wiretype, korrekt tykkelse, korrekt bindemønster og korrekt ankerbinding – er den mest omkostningseffektive kvalitetskontrolinvestering i præfabrikeret betonproduktion.








