Når det kommer til strukturel betonkonstruktion, at binde armeringsstål korrekt er et af de mest kritiske trin, der bestemmer, om en struktur vil fungere sikkert over årtier . Uanset om du arbejder på præfabrikerede paneler, pladsstøbte plader eller komplekse bjælkekonstruktioner, påvirker den måde, som armeringsjern bindes på, direkte belastningsoverførsel, betonbelægningens konsistens og langtidsholdbarhed. Det korte svar: brug den rigtige bindetråd, anvend det korrekte bindemønster til samlingstypen, bibehold et minimum 1,5-tommers betondæksel, og parr altid dit bindearbejde med kvalitet Præfabrikeret betontilbehør der er udviklet til den specifikke applikation.
Denne guide går dybt ind i alle aspekter af at binde armeringsstål - fra trådmålere og bindeværktøjer til, hvordan tilbehør som stangstole, afstandsstykker og mekaniske koblinger interagerer med din armeringskonstruktion. Hvis du specificerer, fremstiller eller inspicerer armeret beton, er dette den information, du har brug for.
Hvorfor det er vigtigt at binde armeringsstål korrekt, end de fleste tror
Armeringsjernsbindere er ikke strukturelle i teknisk forstand - de bærer ikke belastning. Men de holder buret sammen under betonplacering, hvilket forhindrer stænger i at flytte sig under vibrationerne fra en betonvibrator eller vægten og strømmen af frisk beton. En forkert justeret bjælke af selv en halv tomme kan reducere den effektive dybde af en strålesektion med 5-10 % , hvilket på en meningsfuld måde reducerer bøjningskapaciteten uden synlige tegn på problemet.
Konsekvenserne sammensættes i præfabrikeret betonfremstilling, hvor snævre dimensionstolerancer er standard. Præfabrikerede paneler, brodragere og strukturelle søjler er designet med armeringsjernspositioner målt til brøkdele af en tomme. Løse bånd, der tillader stænger at migrere, før betonsættene kan føre til komponenter, der er uden for tolerance, som fejler kvalitetsinspektioner - eller endnu værre, bestå inspektion og underperforme i service.
Ud over dimensionskontrol understøtter korrekt bundne bure den konsekvente placering af Præfabrikeret betontilbehør såsom løfteindsatser, ankerplader, indstøbte plader og ærmer. Dette tilbehør er afhængigt af stive armeringsholdere for at blive på plads. Et dårligt bundet bur er et dårligt placeret skær, og det betyder feltproblemer: forkerte forbindelser, utilstrækkelige belastningsklasser og kostbar udbedring.
Tie Wire: Typer, målere og hvornår de skal bruges hver
Det mest almindelige materiale til at binde armeringsstål er udglødet sort tråd, også kaldet blød sort tråd. Dens blødhed efter udglødning gør, at den kan snoes tæt uden at gå i stykker, og den modstår korrosion rimeligt godt i tørre omgivelser. Standardmåleområdet for armeringsjernbinding er 16 til 18 AWG (American Wire Måler) , hvor 16,5 AWG er den mest udbredte i kommercielt byggeri.
Trådtyper efter anvendelse
| Trådtype | Gauge | Bedste applikation | Noter |
| Udglødet sort tråd | 16–18 AWG | Generelt plade-, væg-, søjlearbejde | Mest økonomisk, bredt tilgængelig |
| Galvaniseret tråd | 16 AWG | Marine, kystnære zoner med høj luftfugtighed | Højere omkostninger, bedre korrosionsbestandighed |
| Rustfrit ståltråd | 16–18 AWG | Epoxybelagte eller rustfri armeringsbarer | Forhindrer galvanisk korrosion mellem uens metaller |
| Forskåret bindetråd (spoler) | 16,5 AWG | Automatisk bindeværktøj, arbejde med store mængder | Fungerer med batteridrevet bindeværktøj |
Tabel 1: Almindelige bindetrådstyper og deres anbefalede anvendelser til armeringsstålarbejde
Et praktisk tip fra marken: undgå at bruge wire, der er for tung til stangkombinationen. Binding af #4 stænger med 14 AWG wire producerer snoede haler, der rager ind i dækningszonen. Twist tails skal altid bøjes indad - mod kroppen af buret - så de ikke migrerer til betonoverfladen og forårsager rustfarvning eller afskalning.
Standard bindemønstre og hvor de skal anvendes
Der er seks almindeligt anerkendte bindemønstre i armeringsstålpraksis, som hver passer til en specifik samlingsgeometri eller strukturelle krav. At vide, hvad der skal anvendes, reducerer trådspild, fremskynder produktionen og sikrer, at bindebåndet faktisk holder under betonplaceringskræfter.
The Snap Tie
Snapbinderen (også kaldet et simpelt bindebånd) er det hurtigste at udføre og er velegnet til stangkryds i flade plader og vægge, hvor stænger krydser 90 grader og samlingen ikke vil blive udsat for kraftige vibrationer. Løft wiren rundt om begge stænger, kryds enderne, og drej med et krogværktøj, indtil det sidder tæt. Det tager en erfaren jernarbejder mindre end 3 sekunder pr. slips. Snapbindere er dog ikke egnede til kryds i nærheden af konstruktionssamlinger eller på steder, hvor stænger skal holdes præcist - de tillader let rotation under kraft.
Sadelbindet
For krydsninger, der skal modstå mere bevægelse - især søjleburbøjler bundet til lodrette stænger - vikler sadelbåndet wiren under krydsstangen og over den øverste stang på begge sider, før den snoes. Dette skaber en fire-punkts kontakt, der modstår stangrotation langt bedre end et snaplås. De fleste søjleburspecifikationer kræver sadelbindinger ved minimum hvert tredje kryds, med snapbindinger tilladt andre steder.
Det ottende slips
Anvendes primært hvor stænger krydser i andre vinkler end 90 grader, eller hvor der er behov for en særlig sikker samling. Tråden passerer rundt om begge stænger i et ottetalsmønster, før den snoes. Dette bindebånd foretrækkes også til diagonal forskydningsarmering i bjælker og til bindebånd i hjørnerne af søjlebure. Det tager lidt mere ledning og tid, men giver en mærkbart stivere samling.
Omslag-og-sadel-slipset
Tunge bursamlinger - såsom dem i bromolehætter eller store præfabrikerede bjælker - specificerer ofte wrap-and-sadel bindings. Tråden vikler sig helt rundt om den nederste stang, før den trækkes over den øverste stang og snoes. Dette er det mest sikre manuelle bindemønster og kræves af nogle DOT-specifikationer for primær forstærkning i broelementer.
The Snap Tie with Kick (Double Loop)
En variant af snapslips, hvor wiren fordobles inden indpakning. Almindelig i måttefundamenter, hvor stængerne er store (nr. 8 og derover), og en enkelt trådstreng ikke ville give nok klemkraft. Fordobling af wiren fordobler effektivt holdekraften ved samlingen.
Bindeværktøj: Fra manuel krog til batteridrevne maskiner
Det rigtige bindeværktøj reducerer arbejdstiden dramatisk. På en stor kommerciel pladehældning kan en besætning, der bruger batteridrevne automatiske bindeværktøjer, opnå 2-3 gange bindehastigheden af en besætning, der bruger manuelle kroge, med mere ensartet snoningstæthed og mindre håndtræthed.
Manuelle bindekroge
Den manuelle standardkrog er et simpelt bøjet stangværktøj, typisk 8-10 tommer langt. Der er også speed kroge med en roterende tønde, der tillader wiren at blive snoet ved at dreje håndtaget i stedet for at svirpe med håndleddet - disse reducerer håndtrætheden betydeligt ved store opgaver. Manuelle kroge kræver ingen strømkilde og fungerer under alle forhold, hvilket gør dem til et reserveværktøj på trange eller akavede steder, hvor et automatisk værktøj ikke passer.
Batteridrevet automatisk bindeværktøj
Værktøjer fra producenter som MAX, Makita og DEWALT bruger forudindlæste trådspoler til at vikle og sno et slips på under et sekund. Operatøren placerer værktøjet ved stangens skæringspunkt og trykker på aftrækkeren - resten er automatisk. En enkelt operatør med et automatisk værktøj kan udføre 200-300 bindinger i timen sammenlignet med 60–100 i timen med en manuel krog. Disse værktøjer er en ægte produktivitetsmultiplikator på store plader, præfabrikerede burfremstilling og måttefundamenter.
Trådspoler til disse værktøjer sælges typisk som 50 meter eller 120 meter ruller i målere, der matcher den specifikke værktøjsmodel. Kontroller altid spolens kompatibilitet med værktøjsmærket - uoverensstemmende spoler forårsager fastklemning og spildt ledning.
Pneumatisk bindeværktøj
Mindre almindeligt i nordamerikansk byggeri, men udbredt i Japan og dele af Europa, er pneumatiske bindeværktøjer hurtigere end batteridrevne optioner og kræver ikke opladning. De fungerer godt i præfabrikerede anlæg, hvor en kompressor allerede er på stedet. Afvejningen er luftslangen, som begrænser mobiliteten sammenlignet med ledningsfrit elektrisk værktøj.
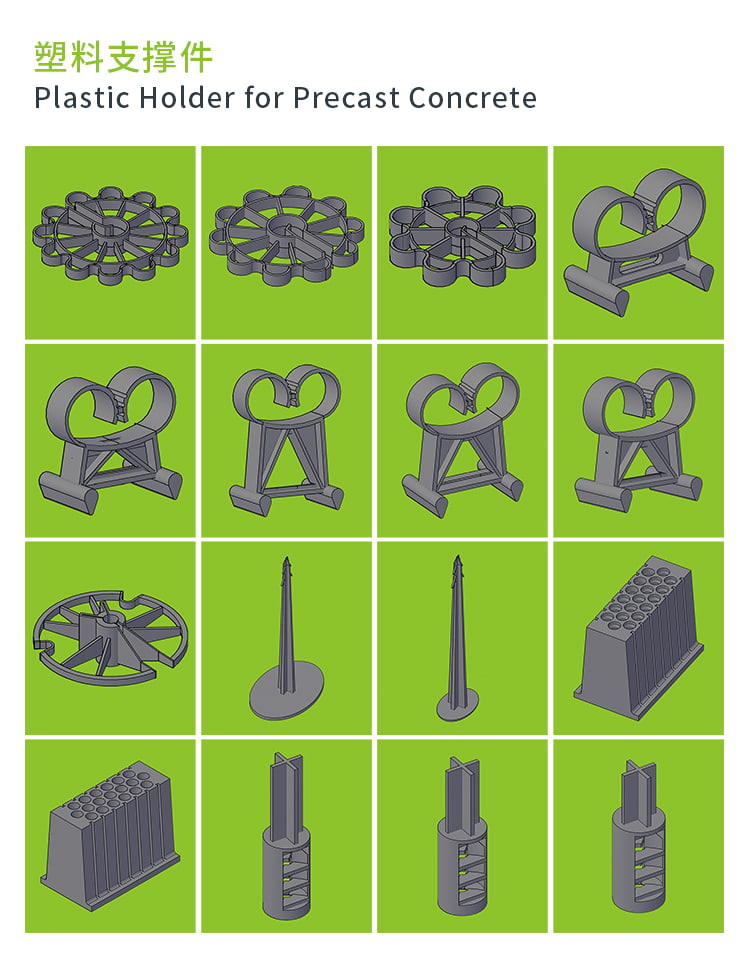
Præfabrikeret betontilbehør That Work With Your Rebar Cage
Ved fremstilling af præfabrikeret beton er armeringsjernsburet ikke kun strukturel forstærkning - det er platformen, hvortil dusinvis af Præfabrikeret betontilbehør fastgøres inden støbning. Dette tilbehør omfatter løfteindsatser, formbånd, ankerplader, elektriske ledningsstøtter, blokeringer, ærmer og indlejret forbindelseshardware. Hvordan du binder dit armeringsjern, påvirker direkte, hvor præcist dette tilbehør er placeret.
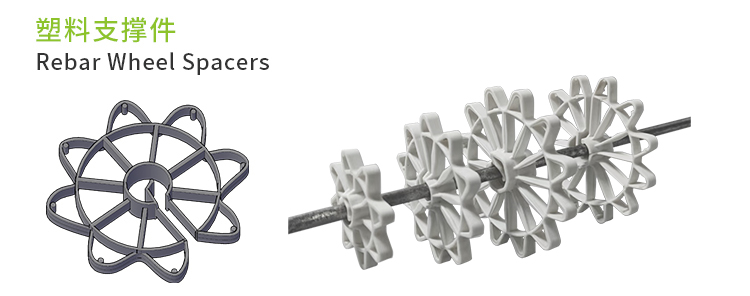
Barstole og armeringsafstandsstykker
Barstole og afstandsstykker er blandt de mest brugte Præfabrikeret betontilbehør . De holder armeringsholderen i den korrekte højde over formen (bunddæksel) og væk fra lodrette formflader (sidedæksel). Minimumskravene til betondækning i henhold til ACI 318 for præfabrikerede elementer, der ikke udsættes for vejr, er typisk 3/4 tommer til plader og vægge og 1,5 tommer til bjælker og søjler , men mange præcastere specificerer større dækning for holdbarhed.
- Plastbarstole: lette, korrosionsbestandige, tilgængelige i højder fra 3/4 tomme til 4 tommer; standardvalg til de fleste præfabrikerede applikationer
- Betonblokstole: bruges, hvor plastiks punktbelastningsstyrke ville få stolen til at slå ind i en blød formoverflade; ofte brugt i jordbærende plader
- Kontinuerlige trådafstandsstykker: bruges langs længden af en stang til at opretholde sideafdækning i vægpaneler; hurtigere at installere end individuelle stole
- Cirkulære afstandsstykker (donuts): klips direkte på stangen for at bevare dækningen fra dannede lodrette overflader; tilgængelig i standarddækningstrin på 3/4, 1, 1,5, 2 og 3 tommer
Løfteindsatser og ankre
Løfteindsatser er en af de mest sikkerhedskritiske kategorier af præfabrikerede betontilbehør. De skal placeres præcist i armeringsjernsholderen og fastgøres sikkert til tilstødende stænger for at forhindre rotation eller forskydning under støbning. En løfteindsats, der flytter sig selv en tomme fra dens specificerede placering, kan falde uden for dens nødvendige indstøbningszone, hvilket potentielt reducerer dens nominelle belastningskapacitet med 20-40 % afhængig af kantafstandseffekter.
Typiske bindekrav til løfteindsatser: indsatsens ankerben er bundet til tilstødende armeringsjern ved hjælp af ottetals- eller wrap-and-sadel-bindere - ikke snapbindere. Indsatsproducenter leverer typisk installationsvejledninger, der angiver minimumsforbindelsespunkter, og disse bør følges nøje.
Indlejrede plader og tilslutningshardware
Stålplader, svejsebolte og konstruktionsvinkler indlejret i præfabrikerede elementer kræver ankerstænger, der er bundet direkte til pladeankrene og ind i armeringsholderen. Bindemønsteret skal være stift nok til, at pladen ikke roterer under vibration. Plader, der er større end 6 tommer kvadratisk, skal bindes ved mindst fire punkter, med otte-tal bånd ved hver hjørnestift.
Mekaniske armeringsjernskoblinger
Mekaniske armeringsjernskoblinger - brugt ved konstruktionssamlinger til at splejse stænger ende-til-ende - er en specialiseret kategori af præfabrikerede betontilbehør, der interagerer direkte med bindeprocessen. Når koblinger er installeret, skal stængerne på hver side af samlingen bindes uafhængigt til buret, før koblingen skrues eller sænkes. Koblinger certificeret til ASTM A1034 skal udvikle 125 % af den angivne flydespænding for den tilsluttede stang i spænding - de er sande strukturelle elementer, ikke kun positionsindehavere.
Betondækning og inspektion: Tallene der betyder noget
Betondækning - afstanden fra den nærmeste stangoverflade til den ydre betonflade - er det primære forsvar mod armeringskorrosion. Opnåelsen af specificeret dækning afhænger helt af korrekt placerede barstole og et godt bundet armeringsjern, der ikke afbøjes under betonplaceringskræfter.
| Medlemstype | Eksponeringstilstand | Min. Dæksel (ACI 318) |
| Plade, væg, bjælkelag | Ikke udsat for vejret | 3/4 tommer (19 mm) |
| Bjælke, søjle | Ikke udsat for vejret | 1,5 tommer (38 mm) |
| Plade, væg, bjælkelag | Udsat for vejret (#5 og mindre) | 1,5 tommer (38 mm) |
| Plade, væg, bjælkelag | Udsat for vejret (#6 og større) | 2 tommer (50 mm) |
| Bjælke, søjle | Udsat for vejret | 2 tommer (50 mm) |
| Fod (støbt mod jorden) | I kontakt med jorden | 3 tommer (76 mm) |
Tabel 2: Minimumskrav til betondækning pr. ACI 318 for forskellige element- og eksponeringsforhold
Under inspektion er de mest almindelige afvigelser fundet af kvalitetskontrollører utilstrækkelig dækning (stænger hviler på formen uden stole) og manglende bånd, der tillader stænger at sprede sig fra hinanden. Industridata fra præcastere tyder på, at op til 15 % af afviste paneler involverer dækningsrelaterede problemer som kan spores direkte til utilstrækkelig stoleafstand eller ukorrekt burbinding.
En praktisk inspektionstjekliste til binding af armeringsstål:
- Søjleafstand matcher tegninger inden for tolerance (typisk /- 1 tomme for plader, /- 3/8 tomme for bjælker)
- Stole eller afstandsstykker er til stede med intervaller specificeret på placeringstegningerne (typisk hver 4 fod for plader)
- Alle lap splejsningslængder er korrekte og fuldt bundet hen over overlapningszonen
- Haler af bindetråd er bøjet indad og rager ikke ud mod overfladen
- Alt indlejret tilbehør (indsatser, plader, ærmer) er bundet til buret ved minimum specificerede bindepunkter
- Ingen løse bånd - hvert bundet kryds holder under en håndskub-test
Binding af armeringsstål i præfabrikeret produktion: Proces- og kvalitetskontrol
Produktion af præfabrikeret beton adskiller sig fra pladsstøbt konstruktion på flere vigtige måder, der påvirker, hvordan binding af armeringsstål håndteres. I et præfabrikeret anlæg fremstilles bure på dedikerede jigborde eller vandrette bede, og løftes derefter i former til støbning. Burfabrikationsprocessen er meget systematiseret, og de fleste anlæg bruger standarddriftsprocedurer (SOP'er), der specificerer bindemønstre, trådmåler og tilbehørsplacering i detaljer.
Jig-baseret burfremstilling
Stålborde med justerbare stiftstop gør det muligt for arbejdere at placere og binde armeringsjern til præcise dimensioner, før de løftes i form. Jiggen sikrer, at stangafstanden og de overordnede burdimensioner er korrekte, før der påføres nogen wire. I et veldrevet præfabrikat kan fremstilling af bur på en jig reducere dimensionsrejekter med 60-70 % i forhold til at binde i selve formen.
Efter at buret er bundet på jiggen, fastgøres tilbehør: barstole fastgøres til bundstængerne, løfteindsatser forbindes til de angivne steder, og eventuelt indlejret hardware er sikret. Det færdige bur løftes derefter som en enhed og sættes i formen, hvor kantafstandsstykker og ekstra tilbehør kan tilføjes inden støbning.
Dokumentation og sporbarhed
Kvalitetsfabrikanter vedligeholder dokumentation, der sporer hver bursamling tilbage til placeringstegningerne, stanglisten og de arbejdere, der har fremstillet den. Dette er ikke kun god praksis – det kræves af standarder som PCI MNL-116 (manual for kvalitetskontrol for anlæg og produktion af strukturelle præfabrikerede betonprodukter) og af mange projektspecifikationer for bro- og bygningskomponenter.
Når der konstateres en manglende overensstemmelse - f.eks. et manglende bindebånd ved en løfteindsats eller en ude af position ankerplade - gør dokumentationssporbarheden det muligt for fabrikanten at undersøge årsagen og rette processen fremadrettet. Uden det opstår den samme fejl igen.
Bindefrekvens i højproduceret præfabrikat
Ikke alle kryds i et måttebur behøver at være bundet. De fleste specifikationer og manualen til CRSI (Concrete Reinforcing Steel Institute) Placing Armeringsstænger tillader kobling af vekslende kryds i flade gitterbure, forudsat at bundne kryds ikke er mere end 18 tommer fra hinanden i nogen retning. I praksis binde alle perimeterkryds og hvert andet indvendigt kryds producerer et bur, der holder sin geometri uden arbejdsomkostningerne ved at binde hver eneste krydsning.
Hvor denne regel ændres: Alle skæringer inden for 24 tommer fra en konstruktionssamling, alle skæringer inden for indstøbningszonen af en løfteindsats eller ankerplade, og alle skæringspunkter ved lapsplejsninger skal være helt bundet uden at springe over.
Almindelige fejl, når man binder armeringsstål, og hvordan man undgår dem
Års feltobservation og kvalitetsrevisionsdata fra præfabrikerede og støbte konstruktioner afslører konsekvent den samme klynge af fejl. At genkende dem er det første skridt til at eliminere dem.
Underbinde store bure
På store bure - f.eks. et 40 fods brobjælkebur med hundredvis af kryds - springer arbejdere nogle gange bånd over for at spare tid. Resultatet er et bur, der virker stabilt på jiggen, men spreder sig, når det løftes med kran eller skifter under betonvibrationer. Enhver stangbevægelse under betonlægning er permanent ; betonen låser stangen, hvor den sætter sig, når den stivner. Rettelsen er en bindingsfrekvensstandard håndhævet af en værkfører eller QC-inspektør, ikke overladt til individuel skøn.
Udragende Trådhaler
En snoet hale, der peger udad mod en formflade, kan migrere til inden for 1/4 tomme af betonoverfladen under vibration. Når betonen sætter sig, ruster halen og pletter overfladen inden for de første par fryse-tø-cyklusser. I arkitektonisk præfabrikation er dette en finishfejl. I præfabrikerede konstruktioner indikerer det dårlig kvalitetskontrol. Hver trådhale skal bøjes indad - det tager et ekstra sekund og eliminerer problemet helt.
Forkerte stolehøjder
Brug af den forkerte barstolshøjde er bemærkelsesværdigt almindeligt på steder, hvor flere præfabrikerede elementer med forskellige dækningskrav fremstilles i det samme område. Opbevaring af stole i højden i tydeligt mærkede skraldespande og kontrol af stolehøjden i forhold til placeringstegningen, før fremstillingen starter, er den enkleste forebyggende foranstaltning. En fejllæsning af 3/4-tommer stole versus 1,5-tommer stole er ikke indlysende visuelt under en hurtig gennemgang; det viser sig kun i en fysisk måling.
Utilstrækkelige bånd på tilbehørssteder
Som nævnt tidligere skal løfteindsatser og indstøbte plader bindes med ottetals- eller wrap-and-sadel-bindere, ikke snap-bindere. Et lynlås ved et løfteindsatsankerben kan rotere under kræfterne fra betonplacering. Når betonen hærder, kan indsatsen være vinklet snarere end lodret, hvilket reducerer dens effektive belastningskapacitet og potentielt forårsager, at gevindforbindelsen til løftebeslaget binder eller krydser gevind.
Ignorer barbelægningskompatibilitet
Epoxybelagt armeringsjern kræver kompatibel bindetråd for at forhindre galvanisk korrosion ved kontaktpunktet. Sort udglødet ledning bundet til epoxybelagt stang skaber en lille galvanisk celle ved hvert hak eller kontaktpunkt i belægningen. Brug epoxybelagt eller galvaniseret bindetråd med epoxybelagt armeringsjern , som specificeret i ASTM A775 og relaterede standarder. Denne detalje overses ofte i marken, men er eksplicit påkrævet i bro- og marinestrukturspecifikationer.
Valg af præfabrikeret betontilbehør til langsigtet ydeevne
Udvalget af præfabrikerede betontilbehør - fra barstole til løftesystemer - har en direkte indflydelse på, hvor længe en præfabrikeret konstruktion yder uden vedligeholdelse. Tilbehør, der korroderer, deformeres under belastning eller svigter dimensionelt efter år i drift, kan kompromittere den strukturelle integritet af ellers velbyggede elementer.
Materialevalg til barstole og afstandsstykker
Plast (polypropylen eller high-density polyethylen) barstole er standarden for de fleste præfabrikerede og støbte arbejde. De er kemisk inerte, korroderer ikke og er dimensionsstabile ved de temperaturer, man møder ved betonhærdning. Den relevante bekymring med plastikstole er punktbelastningsydelse under tungt armeringsjern: #11 barer og større, eller bundtede bargrupper, kan knække tyndvæggede plastikstole hvis stoleafstanden er for stor. Brug kraftige stole, der er klassificeret til den forventede belastning, eller skift til ståltrådsstole til store barapplikationer.
Ståltrådsstole er velegnede til tunge bure og kan spænde bredere uden at afbøje, men de skal enten være epoxybelagte eller placeres med et minimumsdæksel på 1,5 tommer over formen - nøgne stålstole på en formflade vil telegrafere en rustplet til betonoverfladen inden for et par år.
Løfteindsatsbelastningsklassificeringer og sikkerhedsfaktorer
Løfteindsatser skal vælges baseret på vægten af det præstøbte element, antallet af pick points, vinklen på løftestropperne og den dynamiske belastningsfaktor, der anvendes under plukke- og svingoperationer. De fleste løfteindsatsproducenter kræver en minimum sikkerhedsfaktor på 4:1 under statiske belastningsforhold , med dynamiske faktorer på 2-3 anvendt for at tage højde for kranens stødbelastninger.
Samspillet mellem løfteindsatser og armeringsjernsholderen er kritisk. Et skær, der ikke er ordentligt bundet til tilstødende stænger, udvikler ikke sin fulde indstøbningsstyrke - betonkegleudbrudskapaciteten afhænger af, at skæret holdes i sin designposition med tilstrækkelig kantafstand og indstøbningsdybde. Gennemgå altid producentens installationsanvisninger for minimumsafstande til kanter og andre indsatser, og kontroller disse i forhold til placeringstegningerne, før fremstillingen påbegyndes.
Indbygget forbindelseshardware
Svejseplader, tapskinner og konstruktionsvinkler indlejret i præfabrikerede elementer tjener som forbindelsespunkter for feltrejste konstruktionsstål, beklædningssystemer eller tilstødende præfabrikerede elementer. Deres krav til positionsnøjagtighed er snævre - feltopstillingstolerancer for strukturelle stålforbindelser er typisk /- 1/4 tomme i plan og højde, hvilket betyder, at den indlejrede plade skal lande inden for denne tolerance, efter at alle fremstillings- og opstillingstolerancer er stablet. Korrekt at binde ankertappene eller ankerbenene på de indlejrede plader til armeringsholderen og placere buret omhyggeligt på kalibrerede stole, er hvordan denne tolerance opretholdes.
Resumé: Bedste fremgangsmåder til at binde armeringsstål i præfabrikeret og støbt arbejde
Det grundlæggende ved at binde armeringsstål er ikke kompliceret, men de kræver konsekvent opmærksomhed ved hvert trin af burets fremstilling og placering. Her er de vigtigste takeaways:
- Brug 16 til 16,5 AWG udglødet sort ledning til standardarbejde; match trådtype til armeringsjernsbelægning (galvaniseret eller epoxytråd med belagte stænger)
- Påfør saddel- eller ottende bindebånd på steder med høj bevægelse - søjleburbøjler, konstruktionssamlinger, lapsplejsninger og indlejrede tilbehørsankerpunkter
- Bøj alle trådhaler indad efter drejning for at forhindre migration mod betonoverfladen
- Brug the correct bar chair height for the specified cover — verify against the placing drawing before fabrication, not after
- Bind alle sammen Præfabrikeret betontilbehør (indsatser, plader, ærmer) ved de producentspecificerede minimumsbindingspunkter ved brug af ottetals- eller vik-og-sadelbindere
- Overvej batteridrevne automatiske bindeværktøjer til arbejde med store mængder - produktivitets- og konsistensgevinsterne er betydelige
- Inspicer burene før placering ved hjælp af en skriftlig tjekliste - dæksel, afstand, splejsningslængder, tilbehørspositioner og bindehaler
- I præfabrikeret produktion skal du fremstille på jigborde og vedligeholde dokumentation, der understøtter sporbarhed og kvalitetsrevisionskrav
Et godt bundet bur er usynligt i den færdige struktur - hvilket er præcis, som det skal være. Målet er beton, der yder præcis som designet, med forstærkning, der bliver præcis, hvor den blev placeret, i hele konstruktionens levetid.